 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska康明斯NTA855缸套的检测技术资料供应商,康明斯NTA855缸套的检测技术资料技术价格规格咨询服务,康明斯NTA855缸套的检测技术资料零配件供应,康明斯NTA855缸套的检测技术资料售后服务中心,康明斯NTA855缸套的检测技术资料,康明斯NTA855缸套的检测技术资料详细的技术参数,

产品中心

康明斯NTA855缸套的检测技术资料
详细描述

康明斯NTA855缸套的检测技术资料
目录
|
准备步骤 |
|
拆卸 |
|
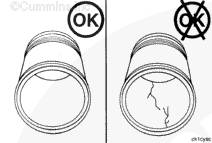
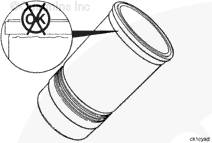
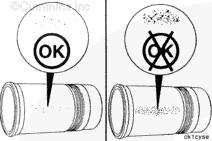
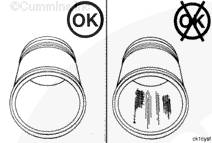
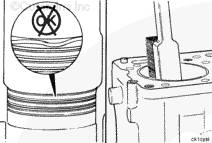
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | ||||||||||
| |||||||||||

|
拆卸 |
TOC | |||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||

|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||









|
安装 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



|
最后步骤 |
TOC | ||||||||||
| |||||||||||