 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska康明斯NTA855柴油发动机静态喷油正时气门调整方法供应商,康明斯NTA855柴油发动机静态喷油正时气门调整方法技术价格规格咨询服务,康明斯NTA855柴油发动机静态喷油正时气门调整方法零配件供应,康明斯NTA855柴油发动机静态喷油正时气门调整方法售后服务中心,康明斯NTA855柴油发动机静态喷油正时气门调整方法,康明斯NTA855柴油发动机静态喷油正时气门调整方法详细的技术参数,

产品中心

康明斯NTA855柴油发动机静态喷油正时气门调整方法
详细描述

康明斯NTA855柴油发动机静态喷油正时气门调整方法
目录
|
概述 |
|
准备步骤 |
|
量度 |
|
最后步骤 |
|
概述 |
TOC | ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||

|
准备步骤 |
TOC | ||||||
| |||||||
|
量度 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||







|
最后步骤 |
TOC | ||||||
| |||||||

009-024 后齿轮驱动器(上部总成)
目录
|
概述 | ||
|
拆卸 | ||
|
|
| |
|
解体 | ||
|
|
| |
|
清洁 | ||
|
|
| |
|
检查能否继续使用 | ||
|
|
| |
|
清洁以备重装 | ||
|
|
| |
|
检查 | ||
|
|
| |
|
组装 | ||
|
|
| |
|
安装 | ||
|
|
| |
|
概述 |
TOC |
|
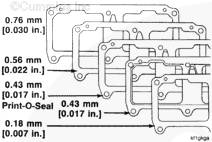
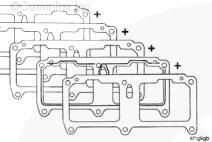
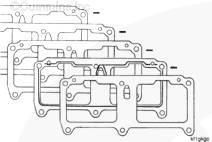
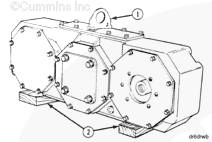
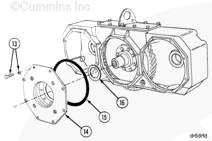
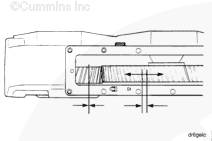
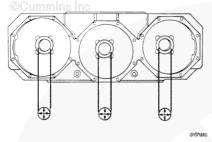
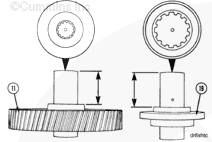
并不是所有发动机都装有此选装件。后齿轮驱动器由一个下部单元和一个上部单元组成。后齿轮驱动器的总持续驱动能力在转速为 2100 RPM 时是 300 kw (400 hp)。 1986 年 9 月以后制造的发动机不具有此特性,而是使用一个整体式飞轮壳体。参见发动机后部动力输出 - 大修和安装手册(公告号 3666040)。 该总成有几个变化,这取决于后齿轮驱动器所驱动的设备的类型。齿轮和轴会随驱动端口的数量、轴上安装的花键的类型和 SAE 型螺栓凸缘而变化。 如果在最初没有安装上部单元的发动机上安装上部单元,必须在下部单元中安装两个滚销,以便与上部单元对齐。如果将上部驱动器从发动机上永久拆下,必须拆下滚销,以便安装盖板。 上部单元上可以安装三个液压泵。在左侧和右侧驱动位置(朝向飞轮),传动比为 1:0 乘以发动机转速,转动方向为逆时针。在中央驱动位置,传动比为 0.75 乘以发动机转速,转动方向为顺时针。 | |
|
拆卸 |
TOC | |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
|
解体 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
清洁 |
TOC | |||||||||||
| ||||||||||||
|
检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||

|
清洁以备重装 |
TOC | |||||||
| ||||||||
|
检查 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
组装 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
安装 |
TOC | |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||