 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska我们是***的康明斯QSM11柴油发动机曲轴供应服务商.我们可提供康明斯QSM11柴油发动机曲轴销售维修保养零配件服务.康明斯QSM11柴油发动机曲轴想要更多的类型,请现在联系湖南英珀威机械有限公司!

产品中心

康明斯QSM11柴油发动机曲轴
详细描述
![]()
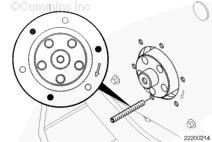
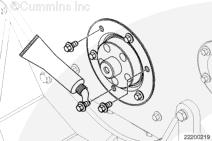
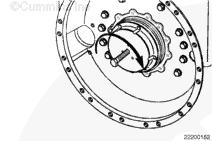
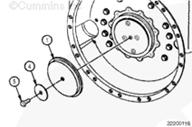
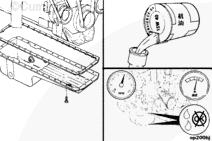
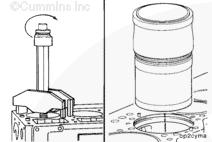
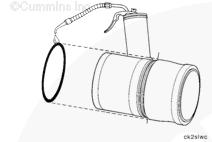
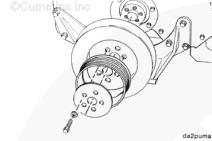
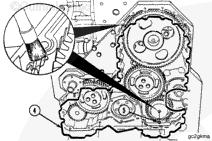
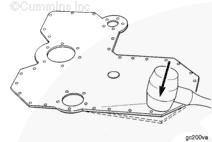
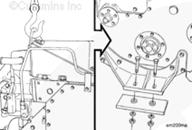
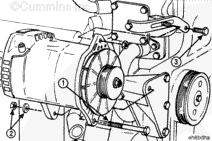
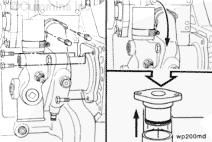
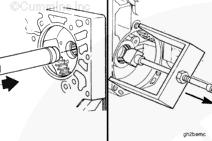
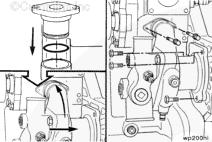
康明斯QSM11柴油发动机曲轴皮带轮拆卸
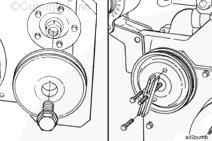
拆卸其中两个减振器和曲轴皮带轮固定螺栓。将两个导向双头螺柱(零件号 3376696)安装进孔中。拆下剩余的 3 颗螺栓、压板、皮带轮和减振器。
注: 绝 不要使用锤子或改锥拆卸粘性减振器。这些工具可能会损坏减振器。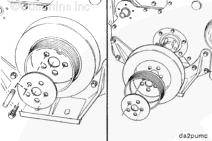
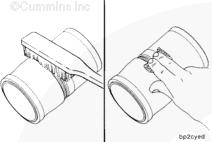
检查康明斯QSM11柴油发动机曲轴皮带轮能否继续使用
检查皮带轮是否有裂纹,皮带轮槽是否过度磨损或其它损伤。

康明斯QSM11柴油发动机曲轴皮带轮安装
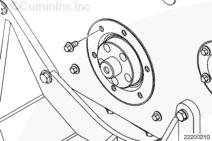
确保曲轴前端、减震器和皮带轮的装配表面清洁、干燥,并且没有毛刺。将两个导向双头螺柱(零件号 3376696)安装进曲轴鼻端。在导向双头螺柱上安装减振器、皮带轮和压板。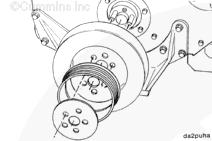
用干净的 15W-40 机油润滑螺栓的螺纹部位。安装 5 颗螺栓中的 3 颗。拆下两个导向双头螺柱,并安装剩下的两颗螺栓。按星形方式拧紧螺栓。扭矩值: 203 n.m [150 ft-lb]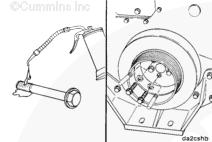
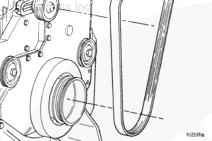
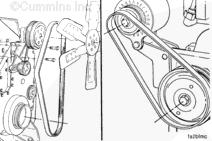
安装并调整风扇驱动皮带。 参考步骤 008-002。
![]()
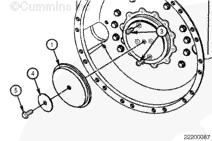
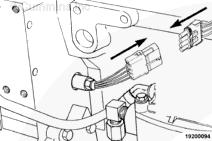
康明斯QSM11柴油发动机曲轴前油封
|
蓄电池可能会逸出爆炸***气体。为降低造******身伤害的可能***,在维修蓄电池之前,必须保持发动机舱通风良好。为避免产生电弧,应最先拆下并最后连接蓄电池负极(-)电缆。 |
断开蓄电池。参考第 13 节中的步骤 013-009(蓄电池电缆和接头)。
拆下风扇驱动皮带。参考第 1 节中的步骤 008-002(冷却风扇驱动皮带)。
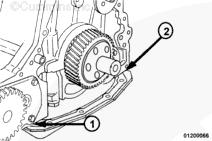
拆卸压板、曲轴皮带轮和减振器。参考第 1 节中的步骤 001-052(粘***减振器)。
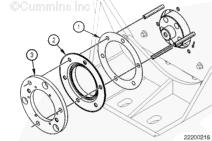
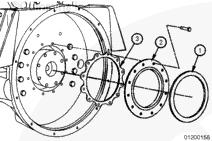
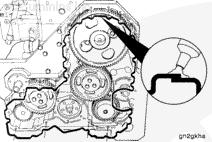
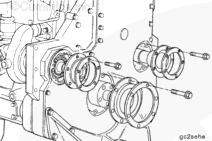
康明斯QSM11柴油发动机曲轴前油封拆卸
唇形密封
一起拆下 6 颗螺栓、卡环 (1)、油封 (3) 和防尘密封件 (2)。拆下密封垫 (4)。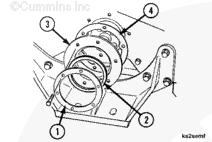
组合式密封
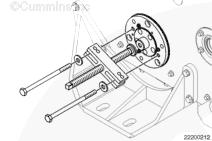
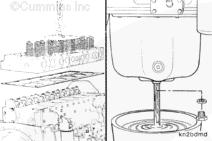
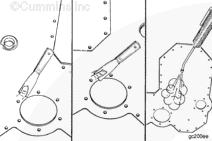
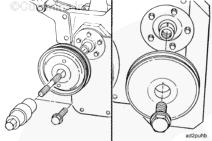
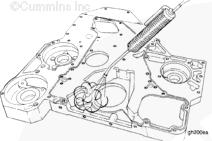
组合油封的拆卸过程需要使用曲轴后油封拆装器工具包(零件号 4918798)或等同物。拆下 6 颗安装螺栓后,将拆装器定位在曲轴鼻端和油封法兰的上方。
将 3 颗金属片螺钉通过拆装器上的小孔打入油封。
注: 如果油封难于拆下,有必要使用额外的金属片螺钉。

使用两颗 3/8-16 螺栓将 ST-647 拉拔器组装到拆装器上。顺时针转动拉拔器螺钉,直到拆下曲轴前油封。
注: 如果已经安装了承磨衬套,安装组合曲轴油封之前必须将其拆下。
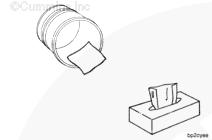
清洁并检查康明斯QSM11柴油发动机曲轴前油封能否继续使用
清洁齿轮室盖的曲轴前油封密封垫表面。检查曲轴有无拉痕、毛刺和凹槽。用磁铁去除金属碎屑。使用砂布清洁孔区域。
康明斯QSM11柴油发动机曲轴前油封安装
组合式密封
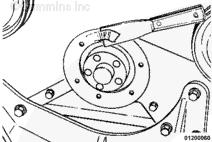
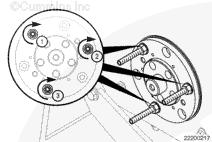
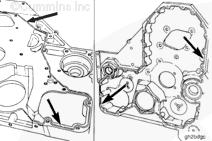
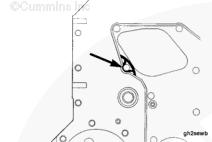
油封上的螺栓孔间距不均匀。
如图所示,将 3 颗 60 mm [2 in] 固定螺钉安装进孔中。确保六角套筒被锁定。

齿轮室盖、油封和托架密封垫每个上面都在大约 3 点钟的位置标记有箭头。通过堆叠箭头来定向。箭头指向顺时针方向。
|
安装油封之前(或安装过程中)不得从油封上拆下承磨衬套。如果安装过程中承磨衬套与油封分离,必须废弃该总成。 |
组合式曲轴前油封包含承磨衬套,该承磨衬套必须使用曲轴油封拆装器工具包(零件号 4918798)或等同物压入曲轴。
注: 不要使用任何润滑剂来安装油封。
将油封和拆装器一起定位在固定螺钉的上方,以免意外分离油封和承磨衬套。
确认方位。确定该工具、油封、密封垫和齿轮室盖孔已对正。
|
当拧紧六角螺母以便把油封安装在曲轴上时,确定油封与前盖保持平行。不这样做会导致油封损坏。 |
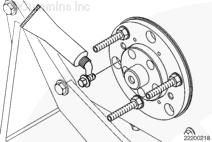
将 3 个垫圈和 3 颗 M8 六角螺母组装在固定螺钉上。

拧紧六角螺母,一次一圈。顺时针交替拧紧,直到油封和工具座抵着前盖。拧紧 3 个六角螺母。扭矩值: 7 n.m [60 in-lb]
在螺栓上涂覆密封胶,将 3 颗螺栓通过拆装器板安装进安装孔位置并拧紧。扭矩值: 7 n.m [60 in-lb]在安装剩余的 3 颗螺栓之前拆下拆装器工具和固定螺钉。扭矩值: 7 n.m [60 in-lb]
按星形顺序拧紧 6 颗螺栓至最终扭矩。扭矩值: 20 n.m [180 in-lb]检查油封法兰最终安装高度相对于承磨衬套的差异。差异不得超过 1 mm [0.04 in]。
最后步骤
安装减振器、曲轴皮带轮和压板。参考第 1 节中的步骤 001-052(粘性减振器)。
安装并调整风扇驱动皮带。参考第 8 节中的步骤 008-002(冷却风扇驱动皮带)。
连接蓄电池。参考第 13 节中的步骤 013-009(蓄电池电缆和接头)。
运转发动机至正常的工作温度,检查有无松动的零件、泄漏、机油压力是否适当。
![]()
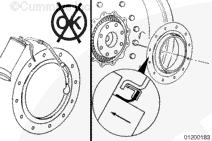
康明斯QSM11柴油发动机曲轴后油封
|
该部件重达 23 kg [50 lb] 以上。为减小人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。 |
脱开传动系,并拆卸变速箱和离合器。参考制造商的说明书。
如果配备,拆卸飞轮。
对于 L10 发动机,参考《L10 COMMAND STC 和 CELECT™ 型故障判断和排除手册》(公告号 3810439)中的步骤 7-32。
对于 M11 发动机,参考《M11 系列发动机(STC、CELECT™、CELECT™ Plus 型)故障判断和排除手册》(公告号 3666139)中的步骤 016-005。
对于 L10G 发动机,参考《L10(天然气)发动机故障判断和排除手册》(公告号 3666207)中的步骤 016-005。
对于 ISM、ISMe 和 QSM11 发动机,参考《ISM、ISMe 和 QSM11 发动机故障判断和排除手册》(公告号 3666322)中的步骤 016-005。
康明斯QSM11柴油发动机曲轴后油封拆卸
非 -REPTO 干唇油封
注: 只有组合油封才能用作非 REPTO 干式油封的维修替代品。
从曲轴后油封上拆卸 12 根安装螺栓。唇式油封可以用手或轻型撬棒轻松拆下。废弃油封。
非 -REPTO 干唇组合油封
组合油封的拆卸过程需要使用曲轴后油封更换组件,零件号 3164302。
安装工具板,曲轴油封导管,导管螺钉,垫圈,安装工具螺钉,金属板螺钉,圆头凹头螺钉,钻头,拆卸螺钉转接头,拆卸螺钉。
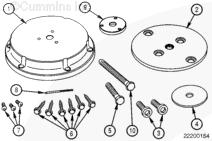
将拆卸工具螺钉转接头 (9) 放在安装工具板的背面。将三个圆头凹头螺钉 (7) 穿过安装工具板安装在转接头中,用手拧紧。将安装工具板放置在曲轴后油封上。
在钻头上抹上润滑脂沾住碎屑。使用安装工具板引导位置,在油封壳上钻一个孔。安装一根金属板螺钉,用手拧紧。重复钻孔和安装金属板螺钉的过程。必须至少使用 3 根间距相等的金属片螺钉。在某些发动机上可能需要使用更多的金属板螺钉。
用 Lubriplate™ 多用途润滑剂(零件号为 3163086、3163087)或适当的润滑脂润滑拆卸工具螺钉的螺纹和头部。安装并顺时针转动拆卸工具螺钉,直到拆下曲轴后油封。废弃后油封曲轴。
REPTO 干式油封
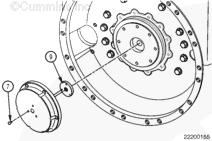
拆卸曲轴齿轮安装螺栓。拆卸将油封固定在飞轮壳上的 12 根螺栓。用撬棒将油封 (2) 连同防尘密封件 (1) 一起拆下。拆卸并废弃密封垫(3)。
清洁并检查康明斯QSM11柴油发动机曲轴后油封能否继续使用
|
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜,穿上防护服,以避免人身伤害。 |
|
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。 |
清洁和检查曲轴密封表面区域和飞轮壳密封表面。使用细砂布清除曲轴密封表面上的所有铁锈或沉积物。
使用无纺布从曲轴密封表面和飞轮壳密封表面上清除机油。
检查曲轴密封表面和飞轮壳密封表面上有无拉痕、毛刺或沟槽。
如果有拉痕、毛刺或沟槽,参考 L10 和 M11 系列发动机补救修理手册、出版号 3810310。
康明斯QSM11柴油发动机曲轴后油封安装
非 -REPTO 干唇组合油封
放置曲轴油封导管 (2),使沉孔向外远离曲轴。
在沉孔对面安装两根导向螺钉 (3),用手拧紧。
拧紧导管螺钉(3)。
扭矩值: 7 n.m [62 in-lb]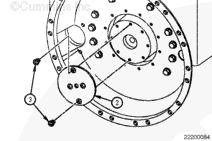
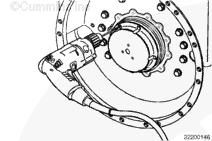
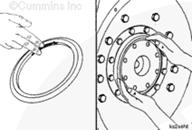
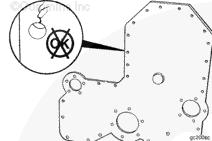
不要将油封总成的两部分分开。确保曲轴后油封螺栓凸缘的突起部分向外远离飞轮壳,灰色橡胶密封圈面向飞轮壳,如图所示。
不要挤压油封螺栓凸缘。在将油封总成放在曲轴油封导管上时推黑色内油封区域。

确保在安装过程以前将拆卸工具螺钉转接头拆下。用 Lubriplate™ 多用途润滑剂(零件号 3163086、3163087)或适当的润滑脂润滑安装工具螺钉 (5) 的螺纹。将安装工具板 (1) 放置在曲轴后油封和曲轴油封导管上。穿过垫圈 (4) 和安装工具板 (1) 安装安装工具螺钉 (5)。顺时针转动安装工具螺钉,直至安装工具板 (1) 将曲轴后油封顶到飞轮壳上。拧紧安装工具螺钉。
扭矩值: 34 n.m [25 ft-lb]
拆卸安装工具螺钉 (5)、垫圈 (4) 和安装工具板 (1)。拆卸两根导管螺钉 (3) 和曲轴油封导管。
转动油封螺栓凸缘对准螺栓孔,安装 12 根螺栓。拧间隔 120 度的三个螺栓。扭矩值: 6 n.m [50 in-lb]从先前拧紧的三个螺栓开始,按十字交叉的方式拧紧所有螺栓。扭矩值: 34 n.m [25 ft-lb]

REPTO 干式油封:不要使用任何润滑剂来安装油封。油封必须与密封唇一起安装,并保证曲轴齿轮清洁干燥。使用随新油封一同提供的安装套筒将油封安装到曲轴齿轮上。安装并拧紧垫圈螺栓。交叉拧紧 3 颗螺栓。扭矩值: 6 n.m [50 in-lb],从先前拧紧的三个螺栓开始,按十字交叉的方式拧紧所有螺栓。扭矩值: 34 n.m [25 ft-lb]
在防尘密封件的内径表面涂抹一薄层机油或防冻液。将防尘密封件安装到轴承上,外径较大的一面朝向发动机。用手将防尘密封件推到曲轴齿轮上,直到整个防尘密封件与油封托架完全接触。
康明斯QSM11柴油发动机最后步骤
![]() 警告
警告 ![]()
该部件重达 23 kg [50 lb] 以上。为减小人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。
如果配备,安装飞轮。对于 L10 发动机,参考《L10 COMMAND STC 和 CELECT™ 型故障判断和排除手册》(公告号 3810439)中的步骤 7-32。对于 M11 发动机,参考《M11 系列发动机(STC、CELECT™、CELECT™ Plus 型)故障判断和排除手册》(公告号 3666139)中的步骤 016-005。对于 L10G 发动机,参考《L10(天然气)发动机故障判断和排除手册》(公告号 3666207)中的步骤 016-005。对于 ISM、ISMe 和 QSM11 发动机,参考《ISM、ISMe 和 QSM11 发动机故障判断和排除手册》(公告号 3666322)中的步骤 016-005。安装离合器、变速箱和传动系。参考制造商的说明书。运转发动机,检查有无泄漏。
![]()
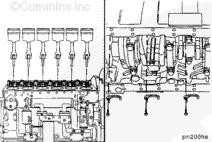
康明斯QSM11柴油发动机缸体
基本说明
磨蚀通常发生在 2 号和 6 号主轴承盖。然而,3、4 和 5 号主轴承盖也会产生磨蚀;因此,必须检查 2 至 6 号主轴承盖。进行检查以确定哪个主轴承盖需要采用 Plastigage® 间隙测量步骤。
主轴承盖的横向压配合是在缸体连接和主轴承盖侧之间的配合。连接处加工的压配合是为了组装时下主轴承能正确入位。解体时可能会遇到滑动配合的主轴承盖。这可以接受并且主轴承盖可以继续使用。
某些发动机先前已经检查过主轴承盖磨蚀情况。这些发动机使用了加强板或维修用缸体组件更新并返修。对主轴承进行更换或大修前必须检查这些主轴承盖。
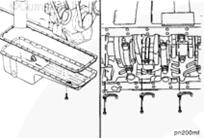
为确定是否曾经安装过加强板,检查油底壳和发动机缸体之间的连接处。加强板厚约 6.35 mm [0.25 in],在油底壳和发动机缸体之间可见。没有必要拆下油底壳来确定是否安装了加强板。
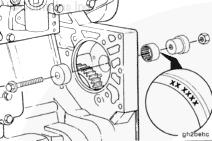
维修用缸体组件集成了扭矩-屈服缸体。这些缸体于 2000 年 6 月 28 日投入生产,首台发动机生产序号为 35011095。这些缸体比早期产品需要更严格的主轴承盖螺栓紧固步骤。
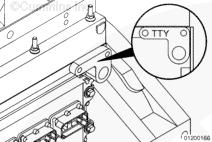
为确定是否曾经安装过维修用缸体组件,可检查发动机故障维修记录。如果没有发动机故障维修记录,检查位于缸体凸轮轴侧的后部发动机生产序号铭牌。如果先前已经使用扭矩-屈服缸体进行更换,则在后部发动机生产序号铭牌印有字母“TTY”。
注: 不要破坏痕迹,缓慢操作并观察所有情况。
检查康明斯QSM11柴油发动机缸体能否继续使用
注意
当在 M11 和 ISM 发动机上拧紧主轴承时,确保使用了正确的主轴承盖螺栓紧固步骤。使用不正确的紧固步骤会损坏发动机。
必须识别缸体类型以确定必须使用何种主轴承盖螺栓紧固方法。扭矩-屈服缸体,扭矩-屈服缸体于 2000 年 6 月28 日投入生产,首台发动机 ESN 为 35011095。为确定是否曾经用扭矩-屈服缸体更换了旧缸体,执行以下步骤:查看发动机故障维修记录。检查后部 ESN 铭牌。扭矩-屈服维修用缸体在其凸轮轴侧的后部生产序号铭牌上印有字母 TTY。
![]()
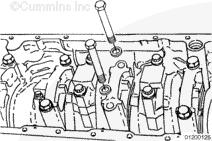
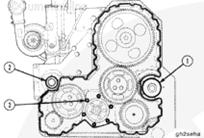
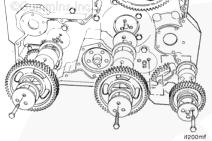
拆卸 2 号至 6 号主轴承盖,并按照它们在发动机上的位置排列好。
使用主轴承盖拉拔器(零件号 ST-1178)拆下主轴承盖。主轴承盖拉拔器必须位于盖的中心。直着向下拉以拆下盖。
观察各自的零件状况-数量和润滑情况,有无毛刺、割伤或可见微粒,轴颈情况、圆角等等。
从主轴承盖上拆下下主轴瓦。在主轴瓦上标记字母“L”(下部)及其所在的轴颈编号。

使用干净的不起毛的布擦去缸体上所有主轴承盖安装面上的机油。要进行正确的检查,主轴承盖表面一定不能有润滑脂和油污。

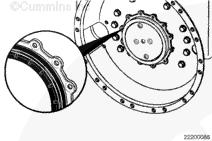
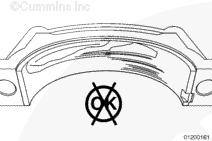
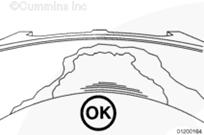
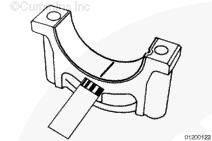
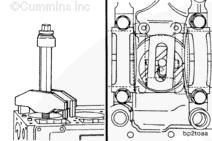
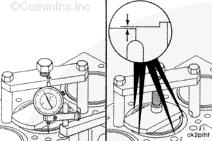
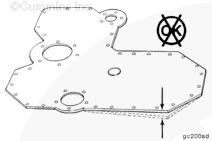
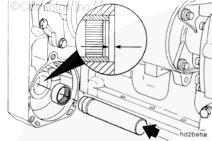
检查下轴瓦类型和损坏程度、异常磨损形状、不均磨损及露铜量。下轴瓦出现不均匀磨损纹理表明出现了磨损。如果下轴瓦出现了不均匀磨损或露铜(如图所示处),则必须使用 Plastigaged® 测量轴承。
检查两个主轴承盖配合面的状态以及异常情况。检查主轴承盖排气侧和缸体有无磨蚀。在主轴承盖排气侧出现的磨蚀,看似霜冻表面或桔皮表面。
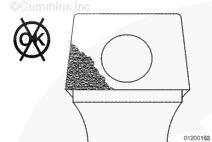
检查缸体配合面的状态以及有无异常情况。在缸体连接处排气侧出现的磨蚀,看似霜冻表面。主轴承盖螺栓孔的直径大于相配合的缸体螺栓孔。如果磨蚀存在,缸体适配面磨损会在螺栓孔周围暴露出原始表面材料。可用指甲感觉到此唇部。

7 号下主轴瓦的典型磨损发生在朝向轴承表面后半部分的 6 点钟位置。此磨损形状由飞轮/离合器总成的重量导致,属于正常磨损。此简报中概述的检查步骤仅适用于 2 号至 6 号主轴承盖和相应的下轴瓦
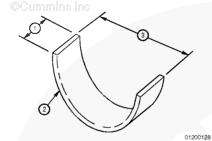
垫片向上推曲轴并顶住邻接的上轴承,这样可得到下轴承间隙的精确测量值。垫片很容易由直径为 4 inch 的 schedule 40 PVC 管制造。装配垫片的尺寸必须如下:
宽度 = 38.1 mm [1.5 in]
厚度 = 6.35 mm 0.25 in](大约是 schedule 40 PVC 管的厚度)
直径 = 101.6 mm [4 in]。
将管切为两半。垫片必须加工至以上规定的尺寸,并且周向应小于 180 度。
注: 此步骤需要 PR-1(红色)型 Plastigage®,其间隙范围为 0.05 至 0.152 mm [0.002 至 0.006 in]。
要在底盘安装的发动机上使用 Plastigage® 测量主轴承轴颈间隙,必须将垫片插入要使用 Plastigaged® 的主轴承盖轴颈两侧。垫片支撑着曲轴,这样可得到下轴承间隙的精确测量值。
注: 此步骤需要两个装配垫片。
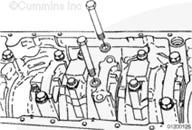
拆卸下轴瓦,将垫片安装在正在进行 plastigage 间隙测量的轴承两侧的主轴承盖内。
例如,在 3 号和 5 号主轴承盖上安装垫片以检查 4 号主轴承盖。在 5 号和 7 号主轴承盖上安装垫片以检查 6 号主轴承盖。
安装盖。
扭矩值: 34 n.m [25 ft-lb]

拆下准备使用 Plastigaged® 的主轴承盖。
擦去轴承和曲轴轴颈上的机油。
沿着全轴承宽度剪开或撕开一条 Plastigage®。(同时撕开包罩和塑料螺纹)。使用剪刀或小刀从边缘开始沿纵向切开包罩。
注: 不要挤压仪表材料。按压仪表材料会导致读数错误。
打开包罩,从一端提起 Plastigage®。(如果材料轻微卡在纸上,用拇指将其展开。)偶尔 Plastigage® 材料的颜色会染到纸上。这样不会影响精度。
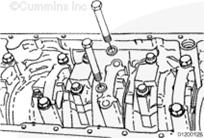
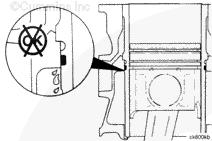
放置一片等于轴承全长的 Plastigage®。插入时距离中心大约 6 mm [0.24 in]。见插图。
注: 执行 Plastigage® 间隙检查步骤时,必须使用原先的轴承。新轴承可导致读数错误。

安装用于 M11 发动机的主轴承盖。参考《M11 STC、CELECT™ 和 CELECT™ Plus 发动机故障判断和排除手册》(公告号 3666139)或《M11 系列发动机大修手册》(公告号 3666075)中的步骤 001-006。
安装用于 ISM/QSM11 发动机的主轴承盖。参考《ISM/QSM11 基本发动机故障诊断及排除手册》(公告号 3666322)中的步骤 001-006。
注: 在读取测量结果之前不要扰动 Plastigage®。扰动 Plastigage® 会导致错误的测量结果。
拆卸主轴承盖。将压缩后的 Plastigage® 最宽点上的宽度和包罩上的刻度进行比较(与锥度无关)。包罩上的刻度是以千分之一英寸或千分之一毫米表示的轴承间隙,取决于使用包罩的哪一侧。
锥度不影响间隙测量。仍然在 Plastigage® 带的最宽点上测量间隙。
在底盘上对 7 号主轴承进行 Plastigage® 间隙测量唯一正确的方法是,在 6 号主轴承盖中插入垫片并使用瓶式千斤顶支撑离合器/飞轮总成(飞轮壳上有检修孔)。这就是不推荐在底盘上对 7 号主轴承进行 Plastigage® 间隙测量的原因。
![]()
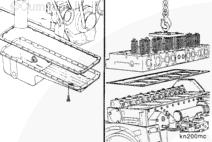
康明斯QSM11柴油发动机气缸体和缸套座泄漏测试
排放机油。参考步骤 007-037。
拆下油底壳。参考步骤 007-025。
向发动机冷却系统加压。参考步骤 008-018。
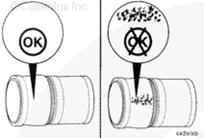
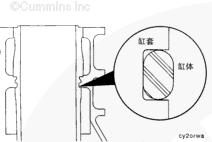
检查缸套座前应加压 15 分钟。一定要确保检查前系统内保持有气压。
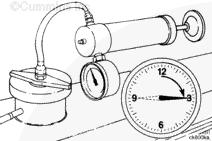
检查缸套外径及缸体中缸套座下部的区域有无冷却液泄漏。
如果发现泄漏:
拆下缸套。检查密封圈和缸套。参考步骤 001-028。
如果发现缸套座泄漏:
拆下缸套。参考步骤 001-028。
检查缸体缸套沉孔区域。参考《M11 系列发动机大修手册》(公告号 3666075)。
如果发现磨蚀或磨损,必须维修缸套沉孔。参考《L10 和 M11 补救维修手册》(公告号 3810310)。
安装新密封垫和油底壳。参考步骤 007-025。拧紧油底壳放油螺塞。
扭矩值: 88 n.m [65 ft-lb]
用干净的15W-40机油加注发动机。参考步骤 007-037。
运转发动机直到达到 80°C [180°F] 的温度 ,检查冷却液或机油是否泄漏。
![]()
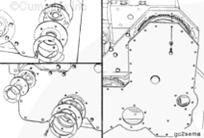
康明斯QSM11柴油发动机缸套拆卸
注: 康明斯®发动机公司不推荐拆下缸套以维修机油消耗问题,除非缸套已经受损并且 必须更换。
拆卸缸盖。参考步骤 002-004。排放油底壳。参考步骤 007-037。
拆下油底壳。参考步骤 007-025。拆下活塞冷却喷嘴。参考步骤 001-046。
拆下活塞和连杆。参考步骤 001-054。

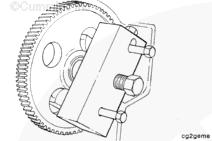
可使用通用缸套拉拔器(零件号 3375629)拆卸缸套。

注意
必须如图安装和使用缸套拉拔器,以免损坏汽缸体。拉拔器盘必须平行于主轴承鞍座并且不得遮盖缸套的外径。
将缸套拉拔器插入缸体顶部。
缸套拉拔器必须位于缸体顶部的中心。顺时针转动拉拔器的螺丝,将缸套从缸体上松开。用双手拆下缸套。
从缸体拆下缸套,使用 Dykem® 或等同物在缸套的凸轮轴侧做标记,以显示缸套方位。

使用 Dykem® 或等同物在每个缸套上标记缸号。

清洁并检查康明斯QSM11柴油发动机缸套能否继续使用
深集油槽油底壳
注意
在缸套的活塞环行程区域不要使用研磨剂。否则会损坏缸套。
使用软钢丝刷清洁法兰座合区域。使用细纤维研磨垫,如 Scotch-Brite™ 7448(零件号 3823258)或等同物去除残留的水垢和铁锈。
警告
使用蒸气清洗器时,穿上防护服,戴上安全眼镜或防护面罩。热蒸汽会造成严重的人身伤害。
使用溶剂或蒸汽清洗缸套并用压缩空气吹干。使用清洁的 15W-40 机油润滑缸套的内径。让机油浸湿缸套 5 到 10 分钟。

使用不起毛的纸巾擦去缸套内侧的机油。不断润滑缸套的内径并擦拭干净,直到纸巾上没有灰色或黑色残余物。
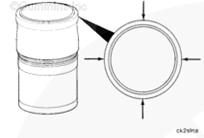
检查缸套的内外径有无裂纹。
![]()
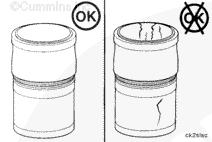
检查缸套法兰下有无裂纹。使用磁性检查法或染料检查法同样可以探测到裂纹。参考《M11 系列发动机大修手册》(公告号 3666075)。

检查外径表面有无过度腐蚀或穴蚀。有穴蚀的缸套通常不能继续使用。然而,如果轻微穴蚀并能使用细砂布去除,则缸套可以继续使用。
穴蚀的深度不得超过 1.60 mm [0.060 in]。
检查内径的纵向划痕深度是否可用手指甲感觉到。如果手指甲可以感觉到划痕,必须更换缸套。检查内径有无擦伤或拉伤。
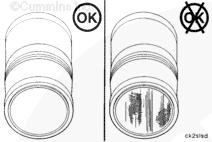
目测检查内径,确定缸套孔的抛光情况。
注: M 系列缸套不能润滑。
中度抛光 (A) 在磨损区产生明亮的镜面,并带有原来的磨痕或显示腐蚀图形。
重度抛光(B)在磨损区产生明亮的镜面,但没有原来的磨痕或腐蚀图形。
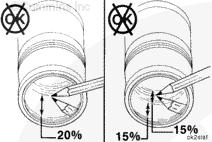
如出现以下情况,应更换缸套:严重抛光超过活塞环行程区的 20%。30% 的活塞环形成区域为中度和重度抛光,并且其中一半 (15%) 属于重度抛光。
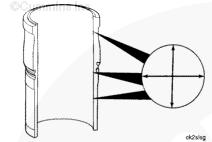
使用内径千分表在活塞行程区域顶部和底部相隔 90 度角的 4 个位置分别测量缸套的内径。
缸套内径
mmin
125.000
最小
4.9213
125.095
最大
4.9250
测量缸套顶部压配合区域的外径。缸套顶部压配合外径
mmin
145.938
最小
5.7456
145.976
最大
5.7471
康明斯QSM11柴油发动机缸套安装
当前的 O 形圈由两种明显不同的生产过程制造。以下是两种生产方法及安装步骤:模压 O 形圈具有对称的横截面。边缘是圆的。除了不要翻转 O 形圈外,不需要特别留意这种 O 形圈的方向。
车削 O 形圈具有带尖角的平直外表面。内侧具有两个 45 度倒角 (1),因此紧邻缸套没有尖角。这种 O 形圈安装时,直边 (2) 必须朝向缸体,并且倒角侧紧邻缸套。如果不按这种方法安装 O 形圈,会造成缸套孔扭曲。
注意
缸套必须在涂抹机油后的 30 秒内安装。如果缸套没有在这个时间界限内安装,O 形圈会膨胀,安装缸套时会损坏 O 形圈。
确保组装前缸体和所有零件保持清洁。使用清洁的 15W-40 机油润滑缸套的 O 形密封圈。将 O 形密封圈安装到缸套上。
将缸套装进缸体。
安装可继续使用的缸套时,将缸套从最初安装在发动机的位置上旋转 90 度。推力和反推力表面必须分别朝向缸体的前部和后部。使用缸套装卸器(零件号 3824272)和皮革锤将缸套打入缸体孔。如果缸套没有正确入位,拆下缸套。检查沉孔座和缸套有无拉痕、毛刺或污垢。重新安装缸套。

必须在安装活塞和连杆之前检查缸套突出量。参考步骤 001-064 了解关于测量缸套突出量的说明。
安装活塞与连杆。参考步骤 001-054。安装活塞冷却喷嘴。参考步骤 001-046。
安装油底壳。参考步骤 007-025。安装缸盖。参考步骤 002-004。
向发动机加注机油。参考步骤 007-037。运转发动机,使之达到正常工作温度,检查有无泄漏。
![]()
康明斯QSM11柴油发动机前齿轮室盖拆卸
拆下风扇驱动皮带。 参考步骤 008-002。拆卸充电机驱动皮带。 参考步骤 013- 005。
注: 如果发动机装备有自动皮带张紧器,参考步骤 013-021 以拆卸充电机皮带。
拆卸风扇和风扇轮毂支架。 参考步骤 008-036。
如果发动机配备了自动皮带张紧器,从张紧器支架上拆下皮带张紧器臂。从齿轮室盖上拆下 4 个安装螺栓和张紧器支架。
拆下附件驱动皮带轮。 参考步骤 009-004。拆下充电机驱动皮带轮。 参考步骤009-010,
拆卸压板、曲轴皮带轮和减振器。 参考步骤 001-052。
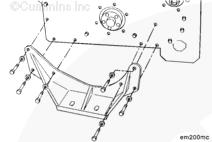
警告
提升设备的设计必须可安全地支持发动机前支架已拆下的发动机。否则会导致设备损坏或人身伤害。
使用顶置提升设备或液压臂支撑发动机。拆下螺栓并将发动机前支架固定在设备的横梁上。
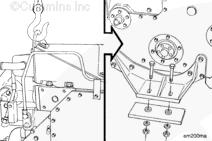
拆卸螺栓和发动机前支架。
从齿轮室盖上拆下油封。参考以下: 步骤 001-001、步骤 001-003和步骤 001-023。拆卸剩余的螺栓和齿轮室盖。

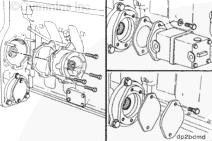
康明斯QSM11柴油发动机前齿轮室盖清洁
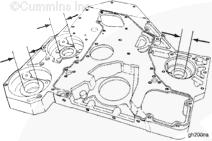
拆下附件驱动安装 (1) 和水泵安装 (2) 处的密封圈,并清洁凹槽。
拆下曲轴油封安装部位 (3) 处的 6 个 O 形密封圈,并清洁凹槽。
从齿轮室壳体的前面拆下密封件 (4),并清洁凹槽。拆下液压驱动惰轮挡板处的 O 形圈,并清洁凹槽
警告
使用蒸汽清洗器时,必须穿上防护服,戴上安全眼镜或防护面罩。热蒸汽可能会造成严重的人身伤害。
清洁齿轮室盖后表面上的密封面。清洁油封托架密封垫表面。用蒸汽或溶剂清洗齿轮室盖。用压缩空气吹干。
检查康明斯QSM11柴油发动机前齿轮室盖能否继续使用
检查齿轮室盖有无裂纹或损坏。如果盖有裂纹, 必须更换。
将齿轮室盖放在平面上,检查齿轮室盖的平面度。
用木槌整平轻微弯曲的齿轮室盖是可以接受的。将齿轮室盖放在平面上,并敲击盖上弯曲的部位。
康明斯QSM11柴油发动机前齿轮室盖安装
将新油封插入齿轮室壳体前面的凹槽中。在齿轮室壳体顶部的油封重叠交接部分涂抹硅密封胶(零件号 3823494)。
将新密封圈安装在附件驱动安装 (1) 和水泵安装 (2) 位置。将 6 个新螺栓 O 形圈安装在曲轴油封安装螺栓位置 (3)。
在液压驱动惰轮挡板装配隔圈处安装新的 O 形圈。确保隔圈就位。
安装齿轮室盖和安装螺栓。
注: 绝 不要在这时安装发动机前支架螺栓。
拧紧螺栓。扭矩值: 6 n.m [55 in-lb]
注: 这并 不是最终扭矩值。

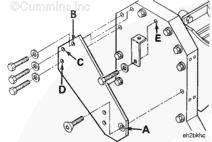
如果发动机配备了自动皮带张紧器,安装皮带张紧器时使埋头螺孔 (A) 背向齿轮室盖。在位置 (A) 处使用平头 M8 x 25 螺栓。
在 B、C 和 D 位置使用 3 颗 M8 x 30 螺栓和平垫圈。拧紧螺栓。
扭矩值: 6 n.m [55 in-lb]
注: 这并 不是最终扭矩值。
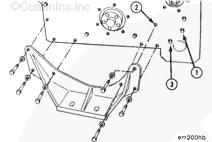
在位置(1、2 和 3)的 3 个螺栓上涂一层螺纹密封胶(零件号 3823494)。安装所有的发动机前支架和安装螺栓,并拧紧至下面的扭矩:扭矩值: 6 n.m [55 in-lb]
注: 这并 不是最终扭矩值。
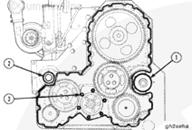
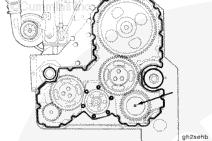
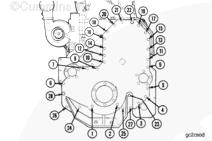
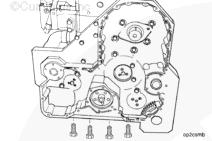
按图示顺序拧紧齿轮室盖螺栓。
1 到 22 号螺栓:
20 n.m
[15 ft-lb]
23 到 28 号螺栓:
68 n.m
[50 ft-lb]
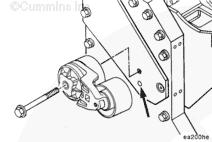
用 M10-1.50 x 70 螺栓安装自动皮带张紧器。拧紧螺栓之前,应先将张紧器上的铸件定位销与支架上的孔对正。
扭矩值: 43 n.m [32 ft-lb]
将发动机降落在横梁上。将前支架安装在横梁上。安装螺栓并拧紧。参考制造商技术规范中正确的扭矩值。
安装齿轮室盖油封。参考以下: 步骤 001-001、步骤 001-003和步骤 001-023。
安装减振器、曲轴皮带轮和压板。 参考步骤 001-052。

安装充电机驱动皮带轮。 步骤 009-010。安装附件驱动皮带轮。 步骤 009-004。
安装风扇轮毂支架和风扇。 步骤 008-036。安装并调整风扇驱动皮带。 步骤 008-002。安装并调整充电机驱动皮带。 步骤 013-005。
注: 如果发动机装备有自动皮带张紧器,参考步骤 013-021 以安装充电机皮带。
运转发动机,使之达到正常工作温度,检查有无泄漏。
![]()
![]()
康明斯QSM11柴油发动机前齿轮室拆卸
拆下充电机和充电机支架。 参考步骤 013-001。
拆下齿轮室盖。 参考步骤 001-031。
拆下附件驱动装置。 参考步骤009-001。如果配备,拆下液压泵。 参考步骤 009-016。
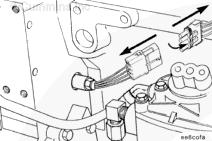
断开发动机位置导线接头,并从壳体的背侧拆下发动机位置传感器。
拆下水泵。 参考步骤 008-062。
拆卸惰轮。参考以下: 步骤 001-036、步骤 001-039 和步骤 001-040。
拆下凸轮轴齿轮或凸轮轴和齿轮总成。参考以下: 步骤 001-012,适用于凸轮轴齿轮,步骤 001-008 适用于凸轮和轴齿轮总成。
拆卸固定油底壳与齿轮室的 4 个螺栓。
拆卸将齿轮室固定在缸体上的螺栓。
注: 小心 拆卸齿轮室壳体时注意不要损坏油底壳密封垫。如果密封垫损坏, 必须拆卸油底壳并更换密封垫。
从缸体上拆下齿轮室壳体。
使用轴承驱动器组件(零件号 3824117)拆下水泵驱动滚针轴承。使用轴承拉拔器组件(零件号 3823774)拆下液压驱动滚针轴承。
康明斯QSM11柴油发动机前齿轮室清洁
从齿轮室壳体的后表面去除 RTV 密封胶。从齿轮室壳体前表面的凹槽中拆下密封件。使用钢丝刷、圆形刀片或改锥清洁凹槽的两侧。
警告
使用蒸汽清洗器时,必须穿上防护服,戴上安全眼镜或防护面罩。热蒸汽可能会造成严重的人身伤害。
用蒸汽或溶剂清洗齿轮室,并用压缩空气吹干。
检查康明斯QSM11柴油发动机前齿轮室能否继续使用
检查齿轮室是否存在裂纹或其他损坏。检查齿轮室壳体的密封槽两侧是否有碎屑或损坏。检查附件驱动跨接油道处的 O 形圈槽有无裂纹或损坏。使用压缩空气确保通向附件驱动装置的跨接油道没有堵塞。
测量附件驱动装置、水泵驱动装置和液压驱动装置的轴承孔的内径。齿轮室轴承孔内径
mmin
液压驱动装置
41.967
最小
1.6522
41.992
最大
1.6532
水泵
36.967
最小
1.4553
36.992
最大
1.4564
附件驱动
45.100
最小
1.7756
45.125
最大
1.7766
康明斯QSM11柴油发动机前齿轮室安装
注意
应避免使用过量的密封胶,这样会导致发动机油道堵塞。
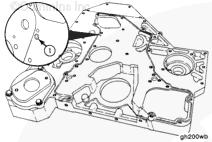
将新的 O 形密封圈(零件号 3883150)安装进齿轮室壳体的后部、附件驱动装置支架的跨接油道 (1) 处 。确保勿使密封胶进入孔中。
注: 该密封胶要求在 10 分钟以内进行组装。最好在涂抹密封胶后立即组装零件。
在齿轮室壳体后部的凹槽中涂抹一圈密封胶(零件号 3823494)。完全注满凹槽,使密封胶高于齿轮室壳体的缸体安装表面大约 1/16 到 1/8 英寸。
在油底壳和缸体齿轮室壳体接合处涂抹一圈 2 mm [1/6 in] 厚的密封胶(零件号 3823494)。
按照图示在凸轮轴开口旁边的区域涂抹额外的密封胶。
将两个导向销(零件号 3376488)安装进缸体的齿轮室壳体端。
注: 安装齿轮室壳体时当心 不要损坏油底壳密封垫。
安装齿轮室壳体并将 10 颗 (M10-1.50 x 25) 的螺栓装入齿轮室内部。在壳体的外表面安装 5 颗 (M10-1.50 x 50) 螺栓。拆下导向销,安装剩下的两颗 (M10-1.50 x 25) 螺栓。

按图示顺序拧紧所有螺栓。
步骤 2
20 n.m [15 ft-lb]
步骤 4
68 n.m [50 ft-lb]

安装固定油底壳与齿轮室壳体的 4 个螺栓。扭矩值: 47 n.m [35 ft-lb]

安装凸轮轴齿轮或凸轮轴和齿轮总成。参考步骤 分别为 001-012 或001-008。
使用轴承驱动器组件(零件号 3824117)将新的滚针轴承安装进齿轮室壳体的水泵驱动孔。
注: 安装轴承时, 轴承带有零件号的一侧必须与安装工具相对,以防损坏轴承。
从齿轮室壳体的前侧安装轴承,直到轴承与壳体孔的前边缘平齐。
使用包含在轴承拉拔器工具包(零件号 3823774)中的轴承安装工具(零件号 3823776)将新的滚针轴承安装到齿轮室壳体的液压驱动孔内。轻敲轴承,直至轴承接触到齿轮室内的轴肩。安装轴承时, 轴承必须距离齿轮室孔表面外缘 0.25 到 0.76 [0.010 到 0.030 in]。
安装惰轮。参考步骤 001-036, 001-039,和 001-040.

安装水泵。参考步骤 008-062.
在齿轮室后部安装发动机位置传感器。扭矩值: 34 n.m [25 ft-lb]将传感器连接到发动机导线线束上。
安装附件驱动装置。参考步骤 009-001.如果配备,安装液压驱动装置。参考步骤 009-016.
用两颗 M10-1.50 x 30 螺栓安装充电机支架。扭矩值: 47 n.m [35 ft-lb]安装充电机。参考步骤 013-001.
安装齿轮室盖。参考步骤 001-031.

运转发动机,使之达到正常工作温度,检查有无泄漏。