English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska康明斯QSK23缸盖故障判断及排除手册供应商,康明斯QSK23缸盖故障判断及排除手册技术价格规格咨询服务,康明斯QSK23缸盖故障判断及排除手册零配件供应,康明斯QSK23缸盖故障判断及排除手册售后服务中心,康明斯QSK23缸盖故障判断及排除手册,康明斯QSK23缸盖故障判断及排除手册详细的技术参数,

产品中心

康明斯QSK23缸盖故障判断及排除手册
详细描述
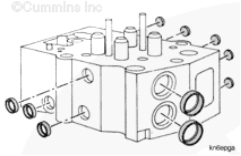
康明斯 QSK23缸盖故障判断及排除手册
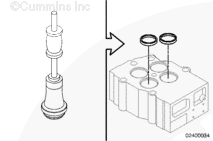
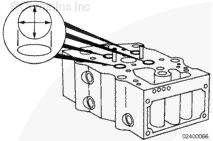
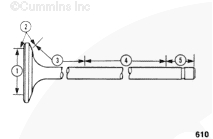
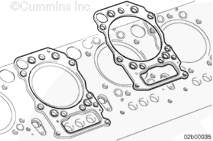
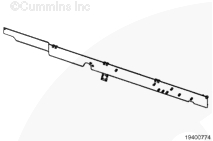
康明斯 QSK23缸盖分解图
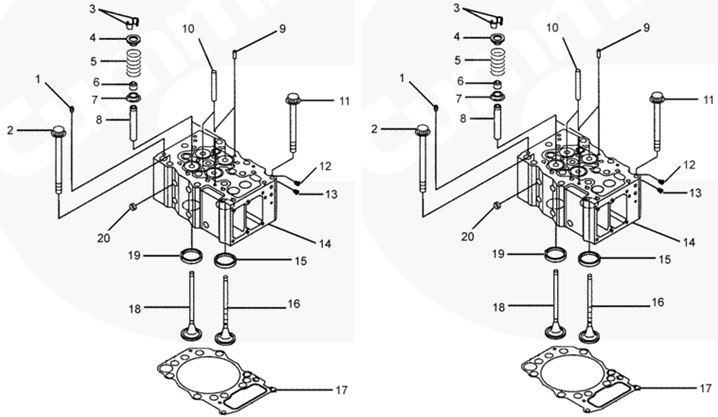
管塞
12 角头螺栓(7 大)
气门锁片
气门弹簧上座
气门弹簧
气门弹簧油封
气门弹簧下座
气门导管
定位销
跨接压板导管
12 角头螺栓(2 小)
管塞
管塞
缸盖
排气门座
排气门
缸盖密封垫
进气门
进气门座
膨胀塞。
准备步骤
![]() 警告
警告 ![]()
蓄电池可能会有易爆***气体逸出。为了尽可能避免人身伤害,在维护蓄电池前,必须保持发动机舱通风良好。为避免产生电弧,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
![]() 警告
警告 ![]()
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
![]() 警告
警告 ![]()
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。
![]() 警告
警告 ![]()
该总成重达 23 kg [50 lb] 以上。为避免造******身伤害,请使用提升设备或在他人的帮助下提升该总成。
断开空气起动马达的蓄电池或供气,以防止发动机意外起动。
康明斯 QSK23缸盖排放冷却系统。参考第 8 节中的步骤 008-018。
如有必要,拆卸曲轴箱呼吸器。参考第 3 节中的步骤 003-001。
拆卸康明斯 QSK23缸盖排气歧管。参考第 11 节中的步骤 011-007。
拆卸康明斯 QSK23缸盖进气歧管。参考第 10 节中的步骤 010-023。
拆下康明斯 QSK23缸盖摇臂室盖。参考第 3 节中的步骤 003-011。
拆卸康明斯 QSK23缸盖摇臂。参考第 3 节中的步骤 003-009。
拆卸康明斯 QSK23缸盖推杆。参考第 4 节中的步骤 004-014。
拆下康明斯 QSK23缸盖摇臂室。参考步骤参考第 3 节中的步骤 003-013。
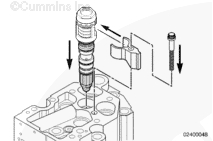
拆卸康明斯 QSK23缸盖喷油器。参考第 6 节中的步骤 006-026。
康明斯 QSK23缸盖拆卸
![]() 警告
警告 ![]()
该部件的重量达到或超过23 kg [50 lb]。为减小造******身伤害的可能***,请使用提升设备或在他人的帮助下提升此部件。
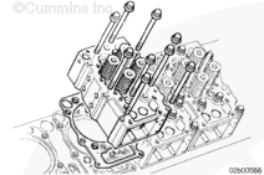
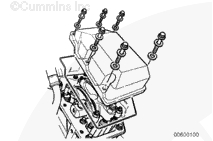
从康明斯 QSK23缸盖顶部拆卸冷却液排气管。拆下九颗缸盖安装螺栓。拆下缸盖。拆卸并废弃缸盖密封垫。
康明斯 QSK23缸盖拆解
![]() 警告
警告 ![]()
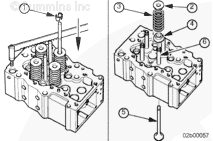
气门弹簧处于压缩状态。使用气门弹簧压缩器时一定要小心以免造******身伤害。
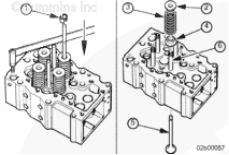
使用气门弹簧压缩器(零件号 3163606 或等同物)或气门弹簧压缩器架(零件号 ST-1022 或等同物)。零件号为 3164594 的气门弹簧可与 3163606 以及 ST-1022 配合使用,同时压缩全部四个气门弹簧。也可以使用零件号为 3375960 的气动气门弹簧压缩器(或同类设备)。在拆卸前标记气门位置。进气门和排气门不同。此步骤有助于整个组装过程。
拆下下列零件:气门锁片、气门弹簧座、气门弹簧、耐磨板、阀、气门杆油封。废弃气门锁片和气门杆密封件。
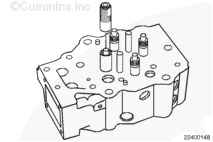
使用钻、带金属片螺钉及轻型拉拔器组件(零件号 3375784)中的下列部件拆卸碗形塞。滑锤、吊钩。
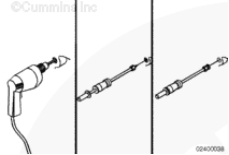
拆卸并废弃 17 个碗形塞。清洁工作前,必须拆下缸盖铸件上的碗形塞。
![]() 注意
注意 ![]()
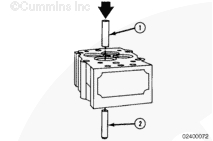
如果更换气门导管,必须研磨气门导管的气门座镶圈,否则会导致发动机严重损坏。
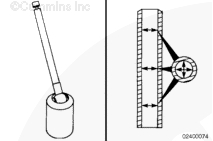
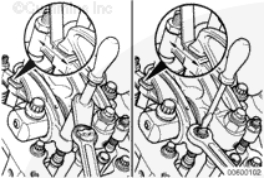
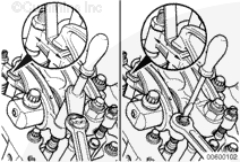
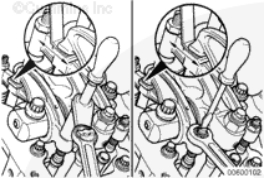
如果不符合技术规范,只更换气门导管。使用手扳压床和气门导管更换器(1)(零件号 3164427)拆下磨损的气门导管(2)。
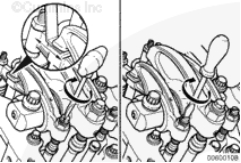
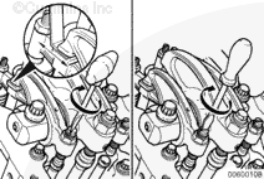
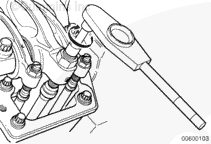
使用气门座刀具组件(零件号 3376405)或等同物。在气门座(2)内尽可能靠近孔的底部开出一个槽。这样就能使用气门座拉拔器(1)。
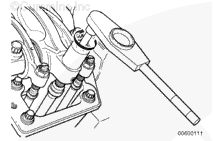
使用滑锤拆卸器(零件号 3376617)和气门座拉拔器(零件号 ST-1323-1)拆下气门座。
清洁和检查康明斯 QSK23缸盖能否继续使用
|
警告 当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。 |
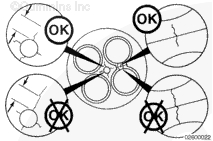
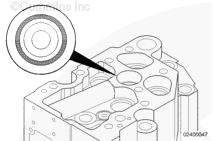
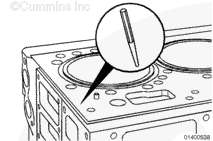
使用溶剂清洗缸盖、螺栓、气门弹簧座以及气门。检查燃烧表面是否有裂纹。如果喷油器孔周围的裂纹超过最大长度,必须更换缸盖。
喷油器孔允许裂纹长度
|
mm |
in | |
|
6.4 |
最大 |
0.250 |
康明斯 QSK23缸盖气门之间的裂纹两端必须可见。如果裂纹的一端已延伸至气门座孔(气门座后),缸盖的状况可能有问题。
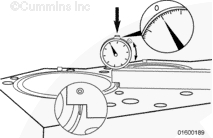
用直尺测量康明斯 QSK23缸盖密封垫表面的平面度。
如果厚度大于 0.10 mm [0.004 in] 的塞尺能插入直尺与缸盖之间,则缸盖必须进行表面再加工或予以更换。
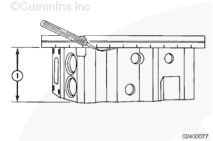
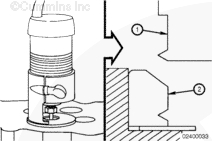
只要缸盖厚度 (1) 测量值符合技术规范,缸盖表面可进行再加工。
最小缸盖厚度 (1)
|
mm |
in | |
|
150.65 |
最小 |
5.93 |
如果重新加工缸盖表面,确保缸盖中的喷油器突出量和气门深度调整正确。
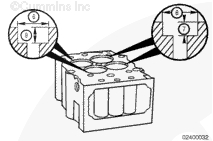
清洁康明斯 QSK23缸盖气门座镶圈孔。检查延伸到气门座镶圈孔的裂纹长度。裂纹延伸至缸孔底部的缸盖必须更换。有时对缸盖进行机加工以使用加大尺寸的气门座镶圈就能消除缸盖上的裂纹。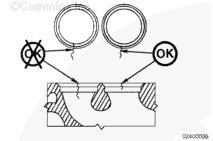
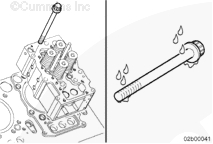
注: 扭矩加角度法仅用于拧紧 7 个 233 mm [9.173 in] 大一些的缸盖螺栓。
采用扭矩加角度法安装时,拧紧缸盖螺栓会超过其屈服点,并使螺栓形成永久拉伸。如果螺栓不超出规定的自由长度,就可以在发动机的使用期限内继续使用。必须检查螺栓的自由长度以免在安装时顶到缸体底部,并确保螺栓仍有足够的强度。新开发的缸盖螺栓长度尺可以测量螺栓的自由长度。
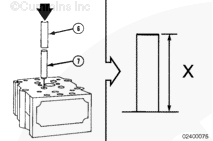
使用螺栓长度尺(零件号 3164435)检查螺栓的自由长度。将螺栓头放置在槽内,使其突缘贴着槽的底部。

如果螺栓端部接触量尺的底部,则该螺栓太长,必须废弃。

如果螺栓端部与工具底座之间有间隙,则该螺栓可继续使用。

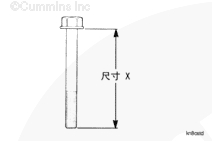
也可以用卡尺对螺栓进行检查。最大允许的自由长度是从螺栓法兰面的底部到螺栓端部测得的长度(尺寸 X)。
缸盖螺栓自由长度
|
mm |
in | |
|
233 |
最大 |
9.173 |
检查康明斯 QSK23缸盖喷油器孔有无裂纹或其他损坏。
在密封圈上涂一薄层铁蓝。
|
注意 将缸盖支撑起来以免高出燃烧室表面的喷油嘴尖端损坏。 |
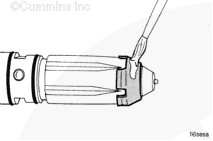
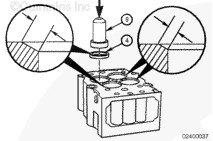
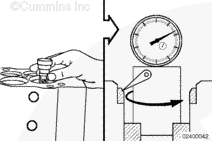
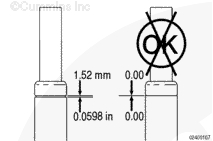
安装康明斯 QSK23缸盖喷油器和喷油器压紧卡箍。拧紧压紧螺栓。Torque Value:34 n.m [25 ft-lb]、拧紧 90 度。
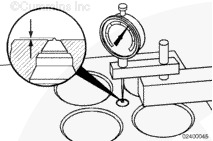
使用量块(零件号 3164438)或等同物,测量喷油器的突出量。如图所示进行测量。
喷油器突出量
|
mm |
in | |
|
2.42 |
最小 |
0.095 |
|
2.92 |
最大 |
0.115 |
如果突出量不符合技术规范,使用加大尺寸的密封圈。可提供各种尺寸的密封圈。
喷油器密封圈
|
mm |
in | ||
|
壁厚 |
0.343 |
最小 |
0.0135 |
|
|
0.419 |
最大 |
0.0165 |
|
突出量改变 |
0.00 |
标称 |
0.000 |
|
壁厚 |
0.470 |
最小 |
0.0185 |
|
|
0.546 |
最大 |
0.0215 |
|
突出量改变 |
0.25 |
标称 |
0.010 |
|
壁厚 |
0.597 |
最小 |
0.0235 |
|
|
0.673 |
最大 |
0.0265 |
|
突出量改变 |
0.51 |
标称 |
0.020 |
|
壁厚 |
0.724 |
最小 |
0.0285 |
|
|
0.800 |
最大 |
0.0315 |
|
突出量改变 |
0.76 |
标称 |
0.030 |
0.343/0.419 mm [0.0135/0.0165 in] 为标准密封圈。
拆下康明斯 QSK23喷油器压紧卡箍螺栓。拆下喷油器和喷油器压板。
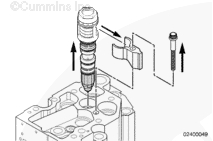
检查康明斯 QSK23喷油器孔内的接触形状。必须可以看到至少 1.52 mm [0.060 In] 宽 360 度全周的蓝色带。如果接触形状不符合技术规范,用锥形刷清洁喷油器孔,并重新检查接触形状。任何不符合技术规范的缸盖必须更换或维修。
如果已拆卸气门座镶圈,测量缸盖上镶圈孔的内径和深度。
气门座孔测量值
|
mm |
in | ||
|
直径(进气门) |
64.00 |
最小 |
2.519 |
|
|
64.019 |
最大 |
2.520 |
|
深度(进气门) |
11.30 |
最小 |
0.445 |
|
|
11.50 |
最大 |
0.452 |
|
直径(排气门) |
63.60 |
最小 |
2.504 |
|
|
63.619 |
最大 |
2.505 |
|
深度(排气门) |
12.20 |
最小 |
0.480 |
|
|
12.40 |
最大 |
0.448 |
如果内径不符合技术规范,使用加大尺寸的气门座。加大尺寸气门座镶圈可提供以下尺寸。在缸盖内加工气门镶圈孔。气门座镶圈和气门座镶圈孔之间采用压配合,容差必须保持在 0.064 到 0.114 mm [0.0025 到 0.0045 in] 之间。
|
外径加大尺寸 |
深度(厚度)加大尺寸 |
|
0.25 mm [0.010 in] |
标准 |
|
0.50 mm [0.020 in] |
0.12 mm [0.005 in] |
|
0.75 mm [0.030 in] |
0.25 mm [0.010 in] |
|
1.00 mm [0.040 in] |
0.38 mm [0.015 in] |
检查康明斯 QSK23气门锁片槽是否磨损。
测量康明斯 QSK23气门杆的外径。
进气门杆外径
|
mm |
in | |
|
11.920 |
最小 |
0.469 |
|
11.940 |
最大 |
0.470 |
康明斯 QSK23排气门杆外径
|
mm |
in | |
|
11.893 |
最小 |
0.468 |
|
11.908 |
最大 |
0.469 |
检查康明斯 QSK23气门弹簧有无凹痕或裂纹。如果有凹痕或裂纹,则不能继续使用气门弹簧。使用维修工具(零件号 3375182)测试气门弹簧的弹力。
|
Measurements | ||
|
|
mm |
in |
|
近似自由长度 |
99.6 |
3.92 |
压缩气门弹簧至 87.4 mm [3.44 in]。
气门弹簧弹力
|
n |
lbf | |
|
582.6 |
最小 |
130.97 |
|
712.0 |
最大 |
160.06 |
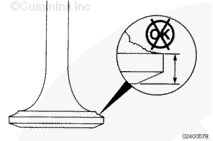
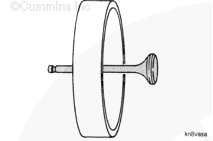
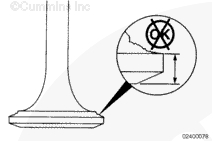
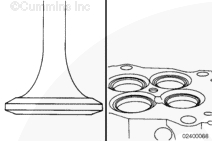
要测量康明斯 QSK23气门头的厚度,将气门放在平面上。检查外径的高度。
气门头厚度(外径处)
|
mm |
in | ||
|
进气 |
2.91 |
最小 |
0.114 |
|
排气 |
3.01 |
最小 |
0.118 |
如果康明斯 QSK23气门不符合技术规范,必须进行更换。
如果已拆卸气门导管,测量气门导管孔内径。如果孔径不符合技术规范,必须更换气门头。
康明斯 QSK23气门导管孔内径
|
mm |
in | |
|
19.00 |
最小 |
0.748 |
|
19.021 |
最大 |
0.749 |
磁力探伤康明斯 QSK23缸盖检查
注意
进行磁粉探伤检查后必须对各零件进行彻底的消磁和清洁。铁屑可能会损坏发动机内部部件。
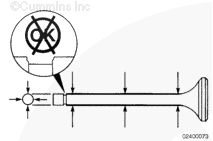
采用磁粉剩磁法。检查气门上有无裂纹。使用线圈和工件通电法检查进气门(首先对线圈通电)。使用线圈通电法检查排气门。使用直径最小为 305 mm [12-in] 的线圈。
 最大
最大
400 VDC
800 VDC
安匝数是指流经线圈的 1 安培的电流与线圈匝数的乘积。排气门的焊接接头处将出现很宽而模糊的图案。这属于正常现象。如果很宽的模糊图案中有清晰的线条,必须更换气门。
500 VDC
700 VDC
容许标准(进气及排气门):如果裂痕长度小于 38.1 mm [1.5 in],则可以接受。超过 5 个间隔小于 3 mm [0.118 in] 的裂纹不可接受。如无裂纹,则零件合格。只有纵向裂纹可以接受。如无裂纹,则零件合格。如无裂纹,则零件合格。
康明斯 QSK23缸盖研磨
康明斯 QSK23气门
不要用氧化铝砂布或砂纸清洁气门。使用 Scotch-Brite ™(零件号 3823258)清洁气门杆。清洁气门面及气门头上的积碳。
研磨气门前,必须清洁气门并将所有积碳清除干净。用喷丸法只能清洁气门头区域。如果气门杆经过喷丸处理,不得继续使用此气门,因为表面光洁度会被破坏。

使用气门磨床(零件号 3376256)或等同物研磨气门面。遵循气门磨床附带的说明书,在研磨前正确安装气门。
|
警告 当使用溶剂、酸或碱***材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。 |
|
警告 使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。 |
用溶剂清洗气门上的金属碎屑。用压缩空气吹干。
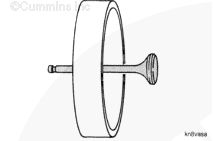
要测量康明斯 QSK23气门头的厚度,将气门放在平面上。检查外径的高度。
康明斯 QSK23气门头厚度(外径处)
|
mm |
in | ||
|
进气 |
2.91 |
最小 |
0.114 |
|
排气 |
3.01 |
最小 |
0.118 |
如果康明斯 QSK23气门不符合技术规范,必须进行更换。
康明斯 QSK23气门座
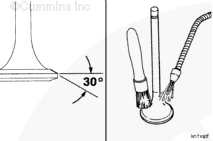
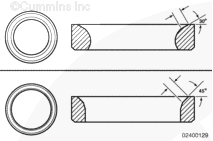
识别正确的气门座镶圈。顶视图:进气口端座。底视图:排气口端座。进气与排气口座必须按照图示角度安装。
使用带气门座适配器镶圈安装器的手扳压床(零件号 3164790)和气门座安装器(零件号 3164978)(9)将镶圈(4)装入缸盖。
使用气门座磨床(零件号 ST-685-A 或 ST-685-C)或等同物和气门导管心轴组件(零件号 3164734)或等同物研磨气门座。
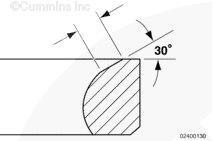
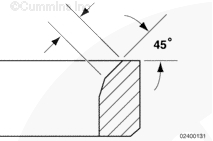
研磨气门座镶圈至所示角度。测量宽度。
气门座宽度
|
mm |
in | ||
|
进气 |
3.5 |
最小 |
0.138 |
|
|
4.2 |
最大 |
0.165 |
|
排气 |
4.0 |
最小 |
0.157 |
|
|
4.3 |
最大 |
0.169 |
如果康明斯 QSK23气门座宽度不符合技术规范,去除内径和外径上的表面材料,以减小气门座宽度。如果研磨后不能符合气门座技术规范,必须更换镶圈。
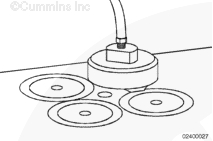
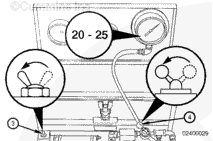
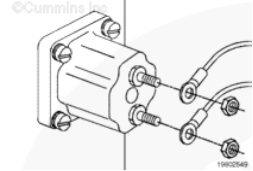
康明斯 QSK23缸盖泄漏测试:使用缸盖泄漏测试组件(零件号 3164341)和调节器(零件号 3164231)测试缸盖。
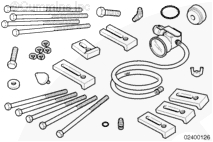
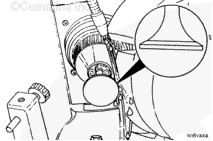
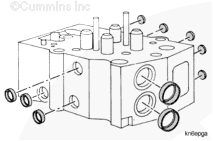
根据需要组装蝶形螺母(8)、卡箍和堵塞(13)。

注: 图示缸盖使用了五个卡箍和堵塞总成,而 QSK23 缸盖仅有四个较长的总成。
将卡箍和堵塞总成安装到缸盖中,堵住冷却液通道。插入合适的螺栓,并穿过缸盖的气门导管侧,然后将其螺纹端拧入卡箍。拧紧螺栓。扭矩值: 20 n.m [177 in-lb]

将 O 形圈 (4) 安装到测试接头 (5) 的 O 形圈槽中。将适配器弯头(6)拧入适配器(5)。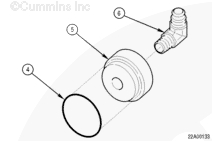
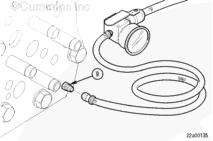
将测试适配器总成放到缸盖内。在测试适配器总成上安装卡箍(7),并用合适的螺栓和垫圈固定。扭矩值: 54 n.m [40 ft-lb]

|
警告 使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。 |
将康明斯 QSK23缸盖压力调节阀组件连接到管嘴(9)。
将压力调节阀组件连接到气源并调节气压。
|
Measurements | ||
|
|
kpa |
psi |
|
空气压力 |
345 |
50 |
|
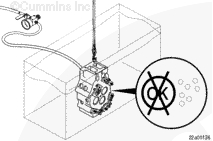
警告 该部件的重量达到或超过23 kg [50 lb]。为减小造******身伤害的可能***,请使用提升设备或在他人的帮助下提升此部件。 |
在康明斯 QSK23缸盖上安装吊环螺栓。使用合适的提升设备提升缸盖。将缸盖浸入水箱中。检查是否有气泡。有气泡表明漏气。如果缸盖泄漏,必须修理或更换。
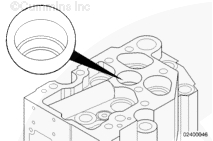
康明斯 QSK23缸盖组装:使用碗形塞 Loctite 密封胶(零件号 3375068)或等同物。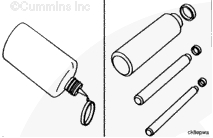
碗形塞外径 22.63 mm [0.891 in],内径 21.18 mm [0.834 in]。使用正确的膨胀碗形塞安装器(装卸器)以确保膨胀碗形塞安装在缸盖中的深度正确。推动塞子直到安装器(装卸器)的肩部接触到缸盖。膨胀(碗形)塞安装工具把手(零件号 3376795 或 3164085)必须与膨胀(碗形)塞安装工具(装卸器)(零件号 3376813)配合使用。安装 17 个新碗形塞。
使用缸盖泄漏测试组件(零件号 3164341)和调节器(零件号 3164231)测试缸盖。
|
注意 确保心轴不损坏气门导管的顶部。如果导管损坏,气门可能会卡住,并严重损坏发动机。 |
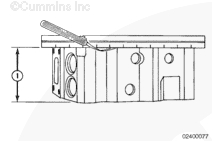
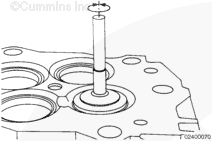
如果已拆卸气门导管,用手板压床和适当的心轴(零件号 3164427)安装新的气门导管。安装气门导管 (7) 至规定高度 (X)。
气门导管高度
|
mm |
in | ||
|
至缸盖顶部 |
42.50 |
最小 |
1.673 |
|
|
43.50 |
最大 |
1.713 |
检查康明斯 QSK23气门导管是否有切口或裂纹。使用球形量规或内径千分表测量气门导管的内径。测量内径。
气门导管内径
|
mm |
in | |
|
11.981 |
最小 |
0.471 |
|
11.999 |
最大 |
0.472 |
测量康明斯 QSK23气门座与气门导管的同心度。气门座与导管同心。
气门座与气门导管的同心度
|
mm |
in | |
|
0.05 |
最大 |
0.002 |
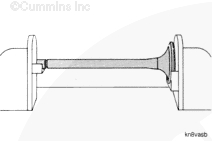
使用铅笔或铁蓝在气门面做一圈标记。将气门安装在气门导管中。将气门压在气门座上,左右旋转气门三到四次。与气门座正确接触将破坏气门面的标记。加工良好的气门与气门座,不需要使用研磨剂做气封。如果需要使用研磨剂,检查磨床的调整情况及磨石的状况。使用细研磨剂(零件号 3375805)或等效物。在气门上均匀地涂一薄层。使用电动或手动抽吸研磨工具向气门中心施加压力。来回转动气门。持续研磨直到气门座镶圈以及气门上的研磨剂都显示出均匀接触的纹理。
|
注意 研磨剂是一种研磨材料。如果缸盖、气门、气门座未彻底清洁,会导致故障。 |
清除各零件上的研磨剂。
|
注意 为了避免气门油封在气门导管上松动,不要润滑气门油封。安装油封时必须保持干燥。 |
如果康明斯 QSK23导管上气门杆密封件安装过远,密封件会过早失效,并导致机油消耗过大。深度规能帮助正确定位油封。
使用康明斯 QSK23气门杆油封安装器(零件号 3164430)安装气门杆油封。
|
注意 气门弹簧处于压缩状态。使用气门弹簧压缩器时要小心。会导致人身伤害。 |
使用康明斯 QSK23气门弹簧压缩器(零件号 3163606 或等同物)或气门弹簧压缩器架(零件号 ST-1022 或等同物)。零件号为 3164594 的气门弹簧可与 3163606 以及 ST-1022 配合使用,同时压缩全部四个气门弹簧。也可以使用零件号为 3375960 的气动气门弹簧压缩器(或同类设备)。
按照下面的顺序组装零件:气门(5)、耐磨板(4)、气门弹簧(3)、气门弹簧座(2)、压缩气门弹簧并安装以下零件:新气门锁片。
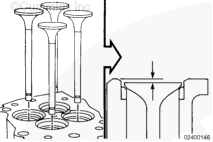
在气门导管中安装气门。用深度规(零件号 3164438)或等效工具测量气门深度。气门头必须与缸盖表面平齐或低于缸盖表面不能超过 0.80 mm [0.031 in]。如果气门深度不符合技术规范,必须更换气门或气门座。
康明斯 QSK23缸盖真空测试
零件号为 3824277 (115-VAC, 50/60 hz) 或零件号为 3824278 (220-VAC, 50/60 hz) 的气门真空测试仪可用于测试所有型号的 Cummins® 发动机。使用测试仪前要检查泄漏切断阀。如果气门有污垢或被磨损,计量表上显示的泄漏量不真实。
检查气门:打开切断阀、打开真空泵、将真空杯靠在光滑表面上、关闭切断阀、关闭真空泵、等待大约 10 秒钟、计量表读数下降不得大于 7 kPa [2 in Hg]。
康明斯 QSK23气门和气门座必须保持清洁干燥。从维修工具组件中为测试机型选择正确的真空杯和密封件。
将密封件和真空杯安装到真空管(软管)上。

使用真空杯和密封件盖住气门。密封件必须与气门周围的缸盖紧密接触。检查排气门时,密封件必须占满排气门之间的研磨区域。
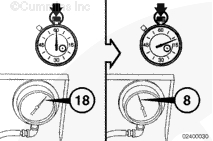
将扳钮开关 (3) 扳至 ON(接通)位置。将真空控制阀 (4) 转到“OPEN”(开启)位置。
当真空表读数在 34 - 85 kPa [10 - 25 in Hg] 时,将真空度控制阀 (4) 转到“CLOSED”(关闭)或“OFF”(断开)位置。将扳钮开关 (3) 转到“OFF”(断开)位置。
注意
经过任何研磨或切削加工后,缸盖都必须解体并清洗以免损坏发动机。
使用秒表。当真空表指针逆时针转动到指向 61 kPa [18 in Hg] 位置时,开始计时。而当真空表的指针指向 27 kPa [8 in Hg] 位置时,停止计时。真空表两次读数之间的间隔时间必须至少为 10 秒钟。如果所用时间不足 10 秒,进行下列检查:
重复测试以确保设备运转正常。使用木锤轻敲气门杆确保气门入位。重复该测试。在气门座镶圈和气门头部外径处涂敷一薄层润滑脂。重复真空测试。润滑脂的图案将显示出泄漏点。如果气门座镶圈与缸盖之间存在泄漏,必须更换气门座镶圈。如果气门和气门座镶圈之间存在泄漏,必须执行以下步骤之一:磨平气门与气门座、研磨气门、研磨气门座镶圈。
康明斯 QSK23缸盖安装
测量缸套突出量。参考第 1 节中的步骤 001-028。如果缸套突出量不正确,必须在安装缸盖前进行调整。
如果缸体顶面已去除了一些材料,就需使用加厚的缸盖密封垫。检查缸体中的标记,以确定需要加厚的缸盖密封垫还是标准密封垫。
安装缸盖密封垫,使用定位销对齐。
警告
该部件的重量达到或超过23 kg [50 lb]。为减小造******身伤害的可能***,请使用提升设备或在他人的帮助下提升此部件。
安装缸盖。必须能够沿定位销滑动自如。用清洁的发动机机油润滑螺栓和缸盖法兰。用清洁的机油润滑螺栓螺纹。将螺栓装入缸体之前,先甩掉过多的机油。安装螺栓。
使用扭矩加角度法时,转动 90 度角的公差是 90 度 ± 5 度。如果螺栓转动超出两扣,不要松动螺栓。此紧固载荷仍可接受;但拧紧螺栓超出两扣会导致过度拉伸并缩短螺栓寿命。正确拧紧后螺栓一般都能够在发动机使用寿命内继续使用。
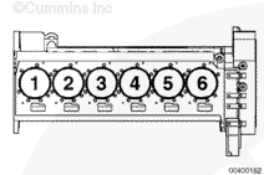
按次序拧紧螺栓 1 到 7。
Torque Value:
100 n.m [74 ft-lb]
245 n.m [181 ft-lb]
380 n.m [280 ft-lb]
旋转 90 度
按次序拧紧螺栓 8 和 9。
Torque Value:
50 n.m [37 ft-lb]
100 n.m [74 ft-lb]
更换冷却液排气管。
扭矩值: 12 n.m [106 in-lb]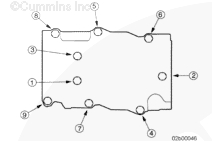
最后步骤
警告
该总成重达 23 kg [50 lb] 以上。为避免造******身伤害,请使用提升设备或在他人的帮助下提升该总成。
警告
蓄电池可能会有易爆***气体逸出。为了尽可能避免人身伤害,在维护蓄电池前,必须保持发动机舱通风良好。为避免产生电弧,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
安装摇臂室。参考第 3 节中的步骤 003-013。
安装喷油器。参考第 6 节中的步骤 006-026。
安装推杆。参考第 4 节中的步骤 004-014。
安装摇臂。参考第 3 节中的步骤 003-009。
调整气门和喷油器。参考第 3 节中的步骤 003-006。
安装摇臂室盖。参考第 3 节中的步骤 003-011。
安装进气歧管和跨接管。参考第 10 节中的步骤 010-023。
安装排气歧管。参考第 11 节中的步骤 011-007。
连接蓄电池或空气动起动马达供气管。
加注冷却系统。参考第 8 节中的步骤 008-018。
运转发动机,直至冷却液温度达到 70°C [158°F],检查有无泄漏。
康明斯QSK23柴油发动机技术规格资料查询
一般技术规范
关于性能和燃油消耗率,可参考有关型号的发动机数据表或燃油泵代码。
|
发动机转速 |
参考燃油泵标定数据了解可选的额定转速。 |
|
排量 |
23.15 L [1413 cu in] |
|
缸径和行程 |
170 mm x 170 mm [6.69 in x 6.69 in] |
发动机重量:
|
干重 |
2858 kg [6300 lb] |
|
湿重 |
2905 kg [6404 lb] |
气门和喷油器设置(冷态):
|
进气门调整值 |
0.32 mm [0.013 in] |
|
进气门极限值 |
0.30 至 0.34 mm [0.012 至 0.013 in] |
|
排气门调整值 |
0.62 mm [0.024 in] |
|
排气门极限值 |
0.60 至 0.64 mm [0.024 至 0.025 in] |
|
喷油器 OBC 方法调整(发动机内) |
32 N•m [24 ft-lb] |
|
压缩比 |
16.0:1 |
|
曲轴旋转方向(从发动机前端观察) |
顺时针 |
|
点火顺序 |
1-5-3-6-2-4 |
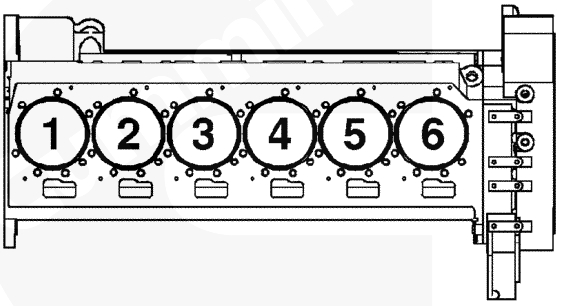
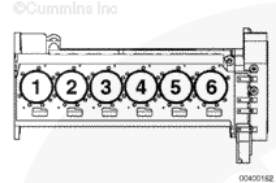
气缸位置。
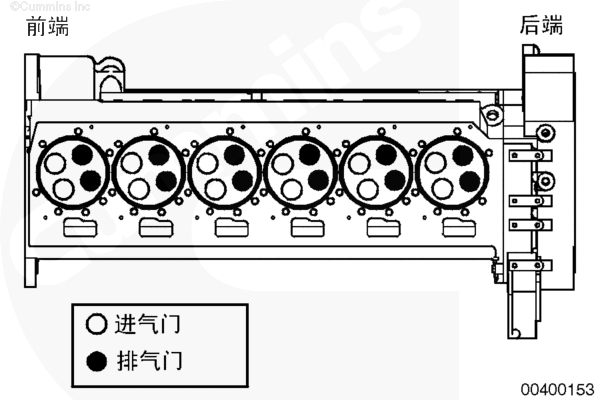
进气门和排气门位置。
燃料系统
技术规范
关于性能和燃油消耗率,可参考有关型号的发动机数据表或燃油泵代码。
|
发动机怠速转速 |
700 ± 25 rpm |
最大进油阻力:
|
清洗燃油滤清器 |
100 mm Hg [4.0 in Hg] |
|
脏的燃油滤清器 |
229 mm Hg [9.0 in Hg] |
回油管阻力:
|
带有单向阀 |
0 至 21 kPa [0 至 3 psi] |
|
拆下单向阀 |
14 至 34 kPa [2 至 5 psi] |
燃油泵和缸盖之间的燃油单向阀(集成到燃油泵):
|
开口压力 |
21 至 35 kPa [3 至 5 psi] |
|
发动机最低起动转速 |
130 rpm |
回油管中的燃油单向阀:
|
开口压力 |
13 至 25 mm Hg [1/4 至 1/2 psi] |
|
高海拔降低发动机耗油率 |
3600 m [12,000 ft] 以上每升高 300 m [1000 ft] 降低 4% |
|
炎热气候降低发动机耗油率 |
38°C 以上温度时每升高 11°C 降低 2% [100°F 以上温度时每升高 10°F 降低 1%] |
|
24 VDC 系统切断阀电磁阀线圈电阻(欧姆) |
28 至 32 欧姆 |
|
燃油泵拖动压力 — 最小 |
150 rpm 时为 172 kPa [25 psi] |
燃油泵压力 - 最低(发动机上测量):
|
1500 rpm |
1779 kPa [258 psi] |
|
1800 rpm |
2117 kPa [307 psi] |
|
2100 rpm |
2344 kPa [340 psi] |
燃油滤清器技术规范:
|
有效 |
10 微米时 98.7%/8 微米时 96.0%/5 微米时 86.0% |
|
除水能力 |
自由水 = 95%/乳化水 = 95% |
润滑系统
技术规范
机油压力(在 107°C [225°F] 下使用 15W-40 机油):
|
怠速下(最低容许值) |
70 kPa [10 psi] |
|
额定转速时(最小允许值) |
210 kPa [30 psi] |
机油温度:
|
最大 |
120°C [250°F] |
机油滤清器容量:
|
组合滤清器(两个 LF9325 Fleetguard®) |
5.3 L [1.4 gal] |
集油槽容量:
|
集油槽额定容量 |
标尺低油位标记处集油槽容量(单位:L [Gal]) |
标尺高油位标记处集油槽容量(单位:L [Gal]) |
系统总容量(集油槽加两个组合式机油滤清器)(单位:Liter [Gal]) |
|
56 L [14.8 gal] |
46 L [12.1 gal] |
56 L [14.8 gal] |
61 L [16.1 gal] |
|
70 L [18.5 gal] |
56 L [14.8 gal] |
70 L [18.5 gal] |
75 L [19.8 gal] |
|
95 L [25 gal] |
67 L [17.8 gal] |
95 L [25 gal] |
100 L [26.4 gal] |
|
135 L [35.7 gal] |
67 L [17.8 gal] |
135 L [35.7 gal] |
140 L [37 gal] |
冷却系统
技术规范
|
冷却液容量(仅限于发动机) |
46.6 升 [49 夸脱] |
|
节温器工作范围标准调整 |
82° 至 94°C [180° 至 202°F] |
|
最大冷却液压力(压力盖除外) |
241 kPa [35 psi] |
|
顶部水箱最大允许温度 |
100°C [212°F] |
|
顶部水箱最低推荐温度 |
70°C [160°F] |
|
排气时间最大允许值 |
25 分钟 |
|
最小允许保留容量或系统容量的 10%(以较大者为准) |
4.7 升 [4.9 夸脱] |
|
压力盖最低允许压力 |
50 kPa [7 psi] |
进气系统
技术规范
最大允进气阻力(额定转速和负载时):
|
滤清器滤芯清洁时 |
380 mm H2O [15 in H2O] |
|
脏空气滤清器滤芯 |
635 mm H2O [25 in H2O] |
空 -空中冷系统最大允许阻力(包括管道):
|
最大(额定转速时) |
100 mm Hg [4.0 in Hg] |
排气系统
技术规范
|
背压 — 最大(额定转速和负载时) |
75 mm Hg [3.0 in Hg] |
排气管规格(普通规格内径):
|
全部规格 |
152 mm [6.0 in] |
电气系统
技术规范
最大起动电路电阻:
|
24-VDC 起动马达 |
0.00200 欧姆 |
蓄电池电缆规格 — 美国线规(起动马达电路最大长度)
24 至 32 - VDC
|
00 号 |
6.1 m [20 ft] |
|
000 号 |
8.2 m [27 ft] |
|
0000 号或两股 0 号* |
10.7 m [35 ft] |
|
两股 00 号 |
13.7 米 [45 ft] |
|
无起动辅助装置的最小拖动转速 |
130 rpm |
* 如果所有接头都仔细连接,则可使用两股 0 号电缆代替一条 0000 号电缆,以在每条并联电缆中提供相等的电流。
注: 起动辅助装置(如缸体加热器、油底壳加热器等)可用以辅助寒冷气候下的起动。
|
系统电压 |
环境温度 | |||
|
-18°C [0°F] |
0°C [32°F] | |||
|
冷起动电流(安培) |
储备容量* 安培 |
冷起动电流(安培) |
储备容量* 安培 | |
|
24 VDC** |
900 |
320 |
640 |
240 |
* 一个给定规格的蓄电池,它所装有的蓄电池极板数量决定其所具备的储备容量。储备容量决定了维持拖动状态的时间长度。
** CCA 的额定值取决于两个串联的 12-VDC 蓄电池。
|
蓄电池充电状态 |
温度为 27°C [80°F] 时的比重 |
|
100% |
1.260 至 1.280 |
|
75% |
1.230 至 1.250 |
|
50% |
1.200 至 1.220 |
|
25% |
1.170 至 1.190 |
|
未充电 |
1.110 至 1.130 |
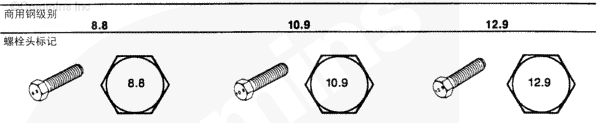
螺钉标记和扭矩值
概述
注意
更换螺栓时,总是使用和原来相同规格和强度的螺栓。使用不正确的螺栓会损坏发动机。
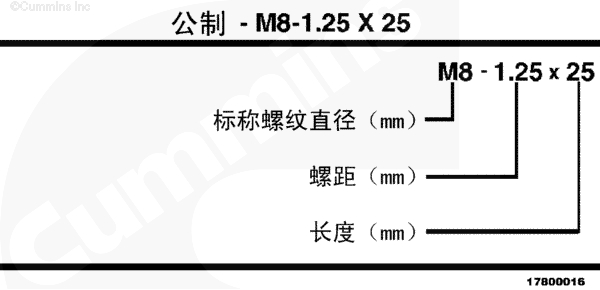
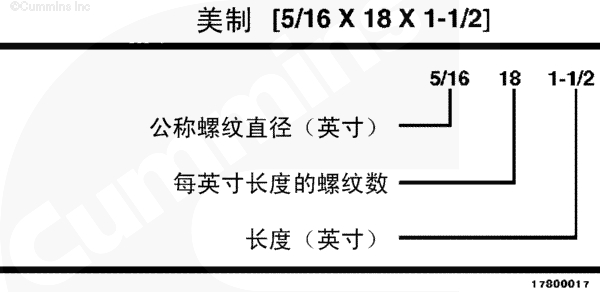
公制螺栓和螺母可以通过看螺栓头部或螺母表面上刻有的分级标号来辨认,美制螺栓可以通过看螺栓头部刻有的径向标记线来辨认。
下例说明了如何辨认螺栓:
如果没有给出特定的扭矩值,务必使用下表列出的扭矩值。
不要使用该扭矩值替代本手册其他章节中规定的扭矩值。
表中给出的扭矩值针对润滑过的螺纹。
如果 ft-lb 值小于10,将 ft-lb 值转换成 in-lb 值,这样可以使用 in-lb 扭矩扳手获得较准确的扭矩值。例如:6 ft-lb 等于 72 in-lb。
如果没有给出特定的扭矩值,务必使用下表列出的扭矩值。
不要使用该扭矩值替代本手册其他章节中规定的扭矩值。
表中给出的扭矩值针对润滑过的螺纹。
如果 ft-lb 值小于10,将 ft-lb 值转换成 in-lb 值,这样可以使用 in-lb 扭矩扳手获得较准确的扭矩值。例如:6 ft-lb 等于 72 in-lb。
螺栓标记和扭矩值 — 公制
|
螺栓体尺寸 |
扭矩 |
扭矩 |
扭矩 | |||||||||
|
直径 |
铸铁 |
铝制 |
铸铁 |
铝制 |
铸铁 |
铝制 | ||||||
|
mm |
N•m |
ft-lb |
N•m |
ft-lb |
N•m |
ft-lb |
N•m |
ft-lb |
N•m |
ft-lb |
N•m |
ft-lb |
|
6 |
9 |
5 |
7 |
4 |
13 |
10 |
7 |
4 |
14 |
9 |
7 |
4 |
|
7 |
14 |
9 |
11 |
7 |
18 |
14 |
11 |
7 |
23 |
18 |
11 |
7 |
|
8 |
23 |
17 |
18 |
14 |
<, P> 33 |
25 |
18 |
14 |
40 |
29 |
18 |
14 |
|
10 |
45 |
33 |
30 |
25 |
65 |
50 |
30 |
25 |
70 |
50 |
30 |
25 |
|
12 |
80 |
60 |
55 |
40 |
115 |
85 |
55 |
40 |
125 |
95 |
55 |
40 |
|
14 |
125 |
90 |
90 |
65 |
180 |
133 |
90 |
65 |
195 |
145 |
90 |
65 |
|
16 |
195 |
140 |
140 |
100 |
280 |
200 |
140 |
100 |
290 |
210 |
140 |
100 |
|
18 |
280 |
200 |
180 |
135 |
390 |
285 |
180 |
135 |
400 |
290 |
180 |
135 |
|
20 |
400 |
290 |
— |
— |
550 |
400 |
— |
— |
— |
— |
— |
— |
螺栓标记和扭矩值 — 美制

|
螺栓体规格 |
铸铁 |
铝制 |
铸铁 |
铝制 | ||||
|
|
N•m |
ft-lb |
N•m |
ft-lb |
N•m |
ft-lb |
N•m |
ft-lb |
|
1/4 - 20 |
9 |
7 |
8 |
6 |
15 |
11 |
8 |
6 |
|
1/4 - 28 |
12 |
9 |
9 |
7 |
18 |
13 |
9 |
7 |
|
5/16 - 18 |
20 |
15 |
16 |
12 |
30 |
22 |
16 |
12 |
|
5/16 - 24 |
23 |
17 |
19 |
14 |
33 |
24 |
19 |
14 |
|
3/8 - 16 |
40 |
30 |
25 |
20 |
55 |
40 |
25 |
20 |
|
3/8 - 24 |
40 |
30 |
35 |
25 |
60 |
45 |
35 |
25 |
|
7/16 - 14 |
60 |
45 |
45 |
35 |
90 |
65 |
45 |
35 |
|
7/16 - 20 |
65 |
50 |
55 |
40 |
95 |
70 |
55 |
40 |
|
1/2 - 13 |
95 |
70 |
75 |
55 |
130 |
95 |
75 |
55 |
|
1/2 - 20 |
100 |
75 |
80 |
60 |
150 |
110 |
80 |
60 |
|
9/16 - 12 |
135 |
100 |
110 |
80 |
190 |
140 |
110 |
80 |
|
9/16 - 18 |
150 |
110 |
115 |
85 |
210 |
155 |
115 |
85 |
|
5/8 - 11 |
180 |
135 |
150 |
110 |
255 |
190 |
150 |
110 |
|
5/8 - 18 |
210 |
155 |
160 |
120 |
290 |
215 |
160 |
120 |
|
3/4 - 10 |
325 |
240 |
255 |
190 |
460 |
340 |
255 |
190 |
|
3/4 - 16 |
365 |
270 |
285 |
210 |
515 |
380 |
285 |
210 |
|
7/8 - 9 |
490 |
360 |
380 |
280 |
745 |
550 |
380 |
280 |
|
7/8 - 14 |
530 |
390 |
420 |
310 |
825 |
610 |
420 |
310 |
|
1 - 8 |
720 |
530 |
570 |
420 |
1100 |
820 |
570 |
420 |
|
1 - 14 |
800 |
590 |
650 |
480 |
1200 |
890 |
650 |
480 |
分数、小数和毫米之间的换算
换算表
|
分数 |
英寸 |
mm |
分数 |
英寸 |
mm |
|
1/64 |
0.0156 |
0.397 |
33/64 |
0.5156 |
13.097 |
|
1/32 |
0.0313 |
0.794 |
17/32 |
0.5313 |
13.494 |
|
3/64 |
0.0469 |
1.191 |
35/64 |
0.5469 |
13.891 |
|
1/16 |
0.0625 |
1.588 |
9/16 |
0.5625 |
14.288 |
|
5/64 |
0.0781 |
1.984 |
37/64 |
0.5781 |
14.684 |
|
3/32 |
0.0938 |
2.381 |
19/32 |
0.5938 |
15.081 |
|
7/64 |
0.1094 |
2.778 |
39/64 |
0.6094 |
15.478 |
|
1/8 |
0.1250 |
3.175 |
5/8 |
0.6250 |
15.875 |
|
9/64 |
0.1406 |
3.572 |
41/64 |
0.6406 |
16.272 |
|
5/32 |
0.1563 |
3.969 |
21/32 |
0.6563 |
16.669 |
|
11/64 |
0.1719 |
4.366 |
43/64 |
0.6719 |
17.066 |
|
3/16 |
0.1875 |
4.763 |
11/16 |
0.6875 |
17.463 |
|
13/64 |
0.2031 |
5.159 |
45/64 |
0.7031 |
17.859 |
|
7/32 |
0.2188 |
5.556 |
23/32 |
0.7188 |
18.256 |
|
15/64 |
0.2344 |
5.953 |
47/64 |
0.7344 |
18.653 |
|
1/4 |
0.2500 |
6.350 |
3/4 |
0.7500 |
19.050 |
|
17/64 |
0.2656 |
6.747 |
49/64 |
0.7656 |
19.447 |
|
9/32 |
0.2813 |
7.144 |
25/32 |
0.7813 |
19.844 |
|
19/64 |
0.2969 |
7.541 |
51/64 |
0.7969 |
20.241 |
|
5/16 |
0.3125 |
7.938 |
13/16 |
0.8125 |
20.638 |
|
21/64 |
0.3281 |
8.334 |
53/64 |
0.8281 |
21.034 |
|
11/32 |
0.3438 |
8.731 |
27/32 |
0.8438 |
21.431 |
|
23/64 |
0.3594 |
9.128 |
55/64 |
0.8594 |
21.828 |
|
3/8 |
0.3750 |
9.525 |
7/8 |
0.8750 |
22.225 |
|
25/64 |
0.3906 |
9.922 |
57/64 |
0.8906 |
22.622 |
|
13/32 |
0.4063 |
10.319 |
29/32 |
0.9063 |
23.019 |
|
27/64 |
0.4219 |
10.716 |
59/64 |
0.9219 |
23.416 |
|
7/16 |
0.4375 |
11.113 |
15/16 |
0.9375 |
23.813 |
|
29/64 |
0.4531 |
11.509 |
61/64 |
0.9531 |
24.209 |
|
15/32 |
0.4688 |
11.906 |
31/32 |
0.9688 |
24.606 |
|
31/64 |
0.4844 |
12.303 |
63/64 |
0.9844 |
25.003 |
|
1/2 |
0.5000 |
12.700 |
1 |
1.0000 |
25.400 |
换算系数:1 英寸 = 25.4 毫米
牛-米换算为英尺-磅
换算表
|
N•m |
ft-lb |
N•m |
ft-lb |
N•m |
ft-lb |
|
1 |
9 in-lb |
55 |
41 |
155 |
114 |
|
5 |
44 in-lb |
60 |
44 |
160 |
118 |
|
6 |
53 in-lb |
65 |
48 |
165 |
122 |
|
7 |
62 in-lb |
70 |
52 |
170 |
125 |
|
8 |
71 in-lb |
75 |
55 |
175 |
129 |
|
9 |
80 in-lb |
80 |
59 |
180 |
133 |
|
10 |
89 in-lb |
85 |
63 |
185 |
136 |
|
11 |
97 in-lb |
90 |
66 |
190 |
140 |
|
12 |
106 in-lb |
95 |
70 |
195 |
144 |
|
14 |
124 in-lb |
100 |
74 |
200 |
148 |
|
15 |
133 in-lb |
105 |
77 |
205 |
151 |
|
16 |
142 in-lb |
110 |
81 |
210 |
155 |
|
18 |
159 in-lb |
115 |
85 |
215 |
159 |
|
20 |
15 ft-lb |
120 |
89 |
220 |
162 |
|
25 |
18 |
125 |
92 |
225 |
165 |
|
30 |
22 |
130 |
96 |
230 |
170 |
|
35 |
26 |
135 |
100 |
235 |
173 |
|
40 |
30 |
140 |
103 |
240 |
177 |
|
45 |
33 |
145 |
107 |
245 |
180 |
|
50 |
37 |
150 |
111 |
250 |
184 |
|
注:要将牛顿-米单位转换为公斤-米,用牛顿-米除以 9.803 即可。 | |||||
管塞扭矩值
扭矩表
|
规格 |
扭矩 |
扭矩 | |||
|
螺纹 |
实际螺纹外径 |
安装到铝质部件中 |
在铸铁或 | ||
|
in |
in |
N•m |
ft-lb |
N•m |
ft-lb |
|
1/16 |
0.32 |
5 |
45 in-lb |
15 |
10 |
|
1/8 |
0.41 |
15 |
10 |
20 |
15 |
|
1/4 |
0.54 |
20 |
15 |
25 |
20 |
|
3/8 |
0.68 |
25 |
20 |
35 |
25 |
|
1/2 |
0.85 |
35 |
25 |
55 |
40 |
|
3/4 |
1.05 |
45 |
35 |
75 |
55 |
|
1 |
1.32 |
60 |
45 |
95 |
70 |
|
1-1/4 |
1.66 |
75 |
55 |
115 |
85 |
|
1-1/2 |
1.90 |
85 |
65 |
135 |
100 |
丝锥规格表 - 美制和公制
概述
选择丝锥规格时的注意事项:此表中的丝锥规格均为全螺纹深度的 60% 和 75% 时的理论丝锥规格。一般情况下,建议在 60% 范围内选择丝锥,这样的尺寸可以提供大约 90% 的潜在紧固力。螺纹孔是浅孔(深度小于孔直径的 1.5 倍)并且在软金属和低碳钢中时,可以建议在 75% 的范围内选择丝锥。
度量衡 - 换算系数
换算表
|
数量 |
美制 |
公制 |
从美制 |
从公制 | ||
|
单位名称 |
缩写 |
单位名称 |
缩写 |
|||
|
面积 |
平方英寸 |
in2 |
平方毫米 |
mm2 |
645.16 |
0.001550 |
|
平方厘米 |
cm2 |
6.452 |
0.155 | |||
|
平方英尺 |
ft2 |
平方米 |
m2 |
0.0929 |
10.764 | |
|
燃油 |
磅/ |
lb/hp-hr |
克/千瓦小时 |
g/kW-hr |
608.277 |
0.001645 |
|
燃油 |
英里/加仑 |
mpg |
公里/升 |
km/L |
0.4251 |
2.352 |
|
加仑/英里 |
gpm |
升/公里 |
l/km |
2.352 |
0.4251 | |
|
力 |
磅力 |
lbf |
牛顿 |
N |
4.4482 |
0.224809 |
|
长度 |
英寸 |
in |
毫米 |
mm |
25.40 |
0.039370 |
|
英尺 |
ft |
毫米 |
mm |
304.801 |
0.00328 | |
|
功率 |
马力 |
hp |
千瓦 |
kW |
0.746 |
1.341 |
|
压力 |
磅力/ |
psi |
千帕 |
kPa |
6.8948 |
0.145037 |
|
英寸***柱 |
in Hg |
千帕 |
kPa |
3.3769 |
0.29613 | |
|
英寸水柱 |
cm H2O |
千帕 |
kPa |
0.2488 |
4.019299 | |
|
英寸***柱 |
in Hg |
毫米 |
mm Hg |
25.40 |
0.039370 | |
|
英寸水柱 |
cm H2O |
毫米水柱 |
mm H2O |
25.40 |
0.039370 | |
|
bars |
bars |
千帕 |
kPa |
100.001 |
0.00999 | |
|
bars |
bars |
毫米 |
mm Hg |
750.06 |
0.001333 | |
|
温度 |
华氏度 |
°F |
摄氏度 |
°C |
(°F-32) ÷1.8 |
(1.8 x °C) +32 |
|
扭矩 |
磅力英尺 |
ft-lb |
牛-米 |
N•m |
1.35582 |
0.737562 |
|
磅力英寸 |
in-lb |
牛-米 |
N•m |
0.113 |
8.850756 | |
|
速度 |
英里/小时 |
mph |
千米/小时 |
kph |
1.6093 |
0.6214 |
|
体积: |
加仑(美制) |
gal. |
升 |
l |
3.7853 |
0.264179 |
|
加仑(英制*) |
gal. |
升 |
l |
4.546 |
0.219976 | |
|
立方英寸 |
in3 |
升 |
l |
0.01639 |
61.02545 | |
|
立方英寸 |
in3 |
立方厘米 |
cm3 |
16.387 |
0.06102 | |
|
重量(质量) |
磅(avoir) |
lb |
千克 |
kg |
0.4536 |
2.204623 |
|
功 |
英国热单位 |
BTU |
焦耳 |
J |
1054.5 |
0.000948 |
|
英国热单位 |
BTU |
千瓦小时 |
kW-hr |
0.000293 |
3414 | |
|
马力小时 |
hp-hr |
千瓦小时 |
kW-hr |
0.746 |
1.341 | |
康明斯QSK23柴油发动机气门调整方法与技术资料(顶置机构设置)
准备步骤
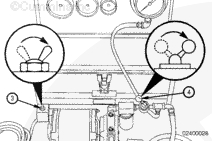
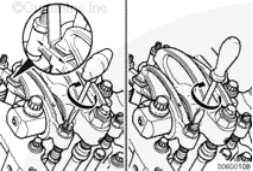
在试图调节气门前必须始终进行跨接压板调节。
在康明斯QSK23柴油发动机两个气门都关闭的汽缸上调节跨接压板。
在康明斯QSK23柴油发动机进气和排气门跨接压板上松开跨接压板调节螺钉锁紧螺母。
按以下步骤调节进气和排气门跨接压板。
逆时针旋转调节螺钉至少一圈。
使跨接压板压住导管。
顺时针旋转调节螺钉直至其接触到气门杆顶端,但不抬起跨接压板。
将调节螺钉固定在此位置。锁紧螺母拧紧至规定的扭矩值时,切勿转动调节螺钉。
拧紧锁紧螺母。
以下给出使用和不使用扭矩扳手适配器(零件号 3163196)的扭矩值。
使用适配器
60 n.m
[44 ft-lb]
不使用适配器
65 n.m
[48 ft-lb]
康明斯QSK23柴油发动机维护保养检查
康明斯公司发现,如果在发动机运转 1500 小时执行初始调整,大多数应用类型的气门/喷油器机构将不会明显磨损。进行此调节后,建议不要再次调节气门和喷油器,除非因维修或重装工作而受到干扰。由于维修期间喷油器机构零部件通常会在汽缸间混用,建议在进行任何及所有涉及气门或喷油器机构的维修工作后 1500 小时再次调节气门和喷油器。
必须正确调整气门和喷油器,以使发动机高效工作。必须按照本节中列出的数据进行气门和喷油器调整。
汽缸从发动机的前端开始编号。
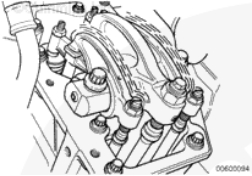
每个汽缸有 3 个摇臂。从发动机进气侧面对缸盖时,左侧是进气摇臂,右侧是排气摇臂。中间摇臂是喷油器摇臂。
康明斯QSK23柴油发动机气门和喷油器推杆不同。确保推杆安装到拆卸时的位置。
康明斯QSK23柴油发动机点火顺序为 1-5-3-6-2-4。
曲轴旋转的方向为顺时针(从发动机的前面观察)。
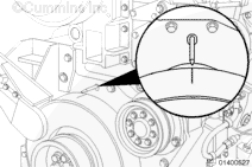
康明斯QSK23柴油发动机减振器上有气门和喷油器调节标记。
康明斯QSK23柴油发动机气门和喷油器标记必须与指示箭头对准,否则会导致调节错误。
在每个减振器标记处调节一对气门和一个喷油器。
调整所有的气门和喷油器需要旋转曲轴 2 周
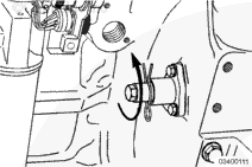
此插图显示发动机盘车装置。要使用此装置,拆卸固定夹并向飞轮推动此装置。必须逆时针转动盘车装置以按正常旋转方向转动飞轮和曲轴。
确定可以进行气门设置的汽缸。
进气和排气门摇臂松动并且能够横向移动自如时,两个气门关闭。在所有气门都闭合的汽缸上准备调节气门。
康明斯QSK23柴油发动机调整
运转发动机直至冷却液温度达到 60°C [140°F]。
使发动机停机。
拆卸摇臂室盖和所有相关零件。
如果拆卸摇臂总成进行此维修,利用此步骤确定要设置的汽缸。
进行气门和喷油器调节前,用清洁的发动机机油润滑调节螺钉螺纹。
所有汽缸上的所有调节螺钉必须松开,并且推杆必须保持对正。
在两个要检查的气缸上执行此步骤。
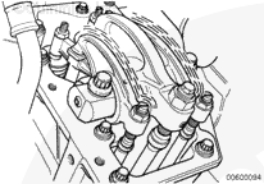
压住两个摇臂,紧贴跨接压板。旋转摇臂调节螺钉直到与推杆接触。转动锁紧螺母直到与摇臂接触。
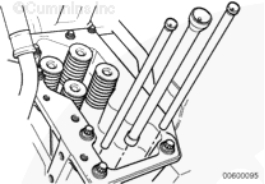
在准备调整的汽缸上,推杆应接近摇臂室壳体顶部以上相同高度。
调整螺母以上可见螺纹的圈数是不同的。进气门调整螺钉上方可见螺纹的圈数要比排气门的多。
如果摇臂没有拆下,在有问题的两个气缸上摆动气门摇臂。在感觉两个摇臂都松动的气缸上设置气门。
使用下图确定准备调整的喷油器。
这种调整可从任一气门的设置标记开始。
|
康明斯QSK23柴油发动机气门和喷油器调整确定 | ||
|
减振器标记 |
气门调整汽缸号 |
喷油器调整汽缸号 |
|
1.6 TOP |
1 |
2 |
|
2.5 TOP |
5 |
4 |
|
3.4 TOP |
3 |
1 |
|
1.6 TOP |
6 |
5 |
|
2.5 TOP |
2 |
3 |
|
3.4 TOP |
4 |
6 |
气门调整
|
康明斯QSK23柴油发动机气门间隙 - 初始设置 | |||
|
|
mm |
|
in |
|
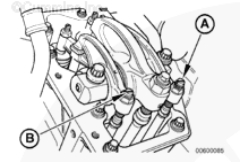
排气门(A) |
0.62 |
最大 |
0.024 |
|
进气门(B) |
0.32 |
最大 |
0.013 |
|
康明斯QSK23柴油发动机气门间隙 -复查 | |||
|
|
mm |
|
在 |
|
排气门(A) |
0.60 |
最小 |
0.023 |
|
|
0.64 |
最大 |
0.025 |
|
复查 |
0.30 |
最小 |
0.012 |
|
|
0.34 |
最大 |
0.013 |
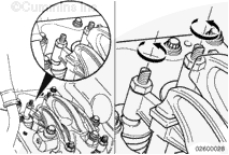
使用扭矩扳手法和塞尺法设置气门间隙。两种方法介绍如下。可采用任一方法,但扭矩扳手法被认为是最行之有效的方法。
确保康明斯QSK23柴油发动机跨接压板在气门杆上牢固就位。
确保塞尺位于摇臂中心下方,否则会导致错误的调整。
调节螺钉必须转动自如,否则会出现错误读数或设置。
选择适合的塞尺设置气门。使用塞尺(零件号 3824901)或等同物。
康明斯QSK23柴油发动机气门调整 - 扭矩扳手法
确保零件对正,并通过拧紧调节螺钉压出气门机构中的机油。
松开调节螺钉至少一圈。
将塞尺插入摇臂与跨接压板之间。
使用扭矩扳手(零件号 3376592)拧紧调节螺钉。
扭矩值: 0.68 n.m [6 in-lb]
取出塞尺。
锁紧螺母拧紧后,不得转动调节螺钉。使用或不使用扭矩扳手适配器(零件号 3163196)获得锁紧螺母扭矩。
拧紧锁紧螺母。
|
使用适配器 |
48 n.m |
[35 ft-lb] |
|
不使用适配器 |
68 n.m |
[50 ft-lb] |
试着将加厚 0.03 mm [0.001 in]的塞尺插入。如果更厚的塞尺可以插入,则气门间隙不正确。
重复调节过程直到获得适合的间隙。
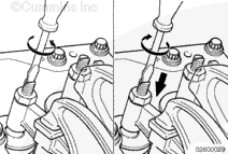
康明斯QSK23柴油发动机气门调节 - 塞尺法
确保零件对正并并通过拧紧调节螺钉压出气门机构中的机油。
松开调节螺钉至少一圈。
将塞尺插入摇臂与跨接压板之间。
拧紧调节螺钉直到摇臂与塞尺接触。
锁紧螺母拧紧后,不得转动调节螺钉。使用或不使用扭矩扳手适配器(零件号 3163196)获得锁紧螺母扭矩。
拧紧锁紧螺母。
|
使用适配器 |
48 n.m |
[35 ft-lb] |
|
不使用适配器 |
68 n.m |
[50 ft-lb] |
试着将加厚 0.03 mm [0.001 in]的塞尺插入。如果更厚的塞尺可以插入,则气门间隙不正确。
重复调节过程直到获得适合的间隙。
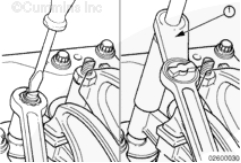
康明斯QSK23柴油发动机喷油器摇臂调整
使用棘轮式扭矩扳手(零件号 3164794),精度 0.68 N•m [0.5 ft-lb] 以及量程 13.5 至 135 N•m [10 至 100 ft-lb],拧紧喷油器摇臂调节螺钉。在设置期间如果螺钉发出抖振声,则根据需要维修螺钉和摇臂。
拧紧调节螺钉。
扭矩值: 32 n.m [24 ft-lb]
松开调节螺钉至少一圈。
再次拧紧调节螺钉。
扭矩值: 32 n.m [24 ft-lb]
拧紧调节螺钉锁紧螺母时,不要使调节螺钉就位。
拧紧喷油器调节螺钉锁紧螺母。
扭矩值: 225 n.m [165 ft-lb]
安装摇臂室盖和所有相关零件。
拧紧螺栓。
扭矩值: 10 n.m [89 in-lb]
工作表
康明斯QSK23柴油发动机点火顺序为 1-5-3-6-2-4。
汽缸从发动机前齿轮室盖末端依次编号。
调整所有气门和喷油器需要旋转曲轴两周。
将一对气门和一个喷油器调整到皮带轮上的一处标记后,旋转发动机到下一标记。
同一汽缸上的气门和喷油器不要在相同的标记处调节。
每个汽缸有 3 个摇臂。最靠近发动机前端的是进气摇臂。
下图对记录数据很有用。
参考步骤 003-006 顶置机构设置(OBC)以了解数据值和喷油器调整步骤。
|
气门间隙和喷油器扭矩检查报告 | ||||||
|
工作次序 |
VS 标记和要设置的气门 |
进气门 |
排气门 |
复位(Y/N) |
要设置的喷油器 |
喷油器扭矩 |
|
______ |
1.6 TOP |
______ |
______ |
______ |
2 |
______ |
|
______ |
2.5 TOP |
______ |
______ |
______ |
4 |
______ |
|
______ |
3.4 TOP |
______ |
______ |
______ |
1 |
______ |
|
______ |
1.6 TOP |
______ |
______ |
______ |
5 |
______ |
|
______ |
2.5 TOP |
______ |
______ |
______ |
3 |
______ |
|
______ |
3.4 TOP |
______ |
______ |
______ |
6 |
______ |
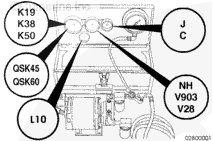
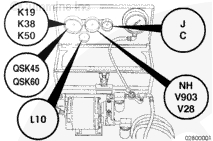
康明斯QST30、QSX15、QSK23、QSK45、QSK60 和 QSK78发动机的控制系统控制导线线束资料查询
概述
配备了 PowerCommand 康明斯控制系统 3200 和发电机驱动控制系统的发动机采用了多个线束。发动机线束固定在发动机上,并通过各个 inline 接头连接布线。
康明斯QST30柴油发动机
康明斯QST30 发电机驱动发动机采用了延长电缆和一个适配器电缆,以将发动机线束连接到 ECM 上。康明斯QST30 发电机驱动升级型发动机也采用了两条单独的导线线束来控制发动机和某些设备的工作。发动机线束、OEM 线束
如果在线束体保护罩下发现开路或短路,更换线束或延长/适配器电缆
拆卸
康明斯QSX15柴油发动机
在 Inline E 接头处将发动机线束从电气系统上断开。

从康明斯QSX15柴油发动机冷却液温度传感器上断开发动机线束。
从康明斯QSX15柴油发动机进气歧管压力/温度传感器上断开发动机线束。
从康明斯QSX15柴油发动机燃油压力传感器上断开发动机线束。

从康明斯QSX15柴油发动机燃油系统执行器上断开发动机线束:供油执行器 1、正时执行器 1、正时执行器 2、供油执行器 2。

从康明斯QSX15柴油发动机燃油切断阀上断开发动机线束。
从延长线束 Inline A、Inline B 和 Inline C 接头上断开发动机线束。

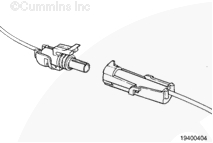
从曲轴发动机转速传感器上断开发动机线束。从曲轴发动机转速传感器上断开发动机线束。
从康明斯QSX15柴油发动机大气压力传感器上断开发动机线束。
从康明斯QSX15柴油发动机机油压力/温度传感器上拆下发动机线束。
从康明斯QSX15柴油发动机燃油供应泵接头(如果配备)上断开发动机线束。
从 Centinel™ 执行器接头(如果配备)上断开发动机线束。
从 Centinel™ 补充油箱机油油位传感器 inline 接头(如果配备)上断开发动机线束。
在 4-针 inline 接头处从冷却液液位开关传感器上断开发动机线束。拆卸全部线束支架。确保所有发动机线束之间的接头已断开并且没有缠绕。缓慢地将发动机线束分开,并确保线束没有粘连或缠绕在一起。
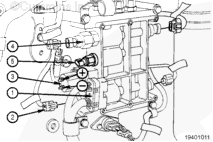
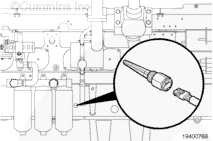
康明斯 QSK23 发动机
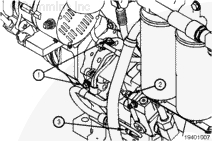
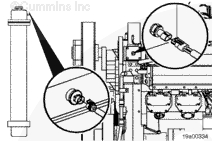
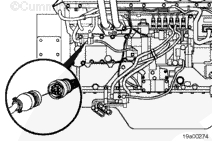
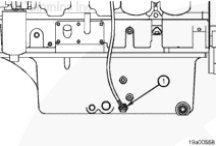
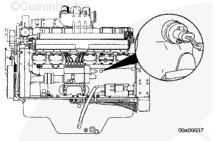
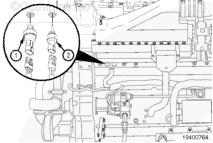
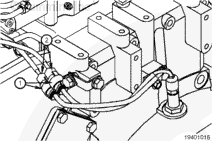
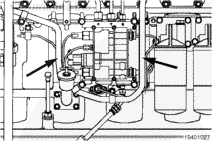
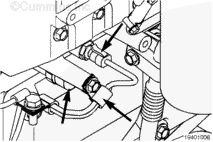
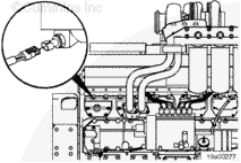
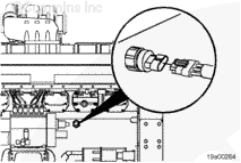
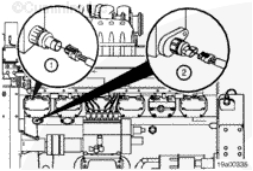
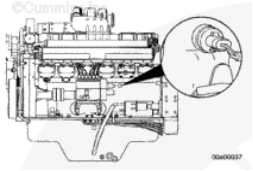
从康明斯 QSK23 发动机冷却液温度传感器(1)上断开发动机线束。拆卸安装在节温器壳体(2)上的发动机线束 P 形夹、隔圈和支架。
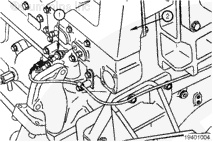
如图所示,从发动机的前面拆下 8 个发动机线束 P 形夹。
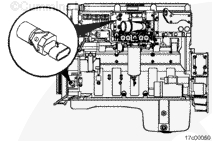
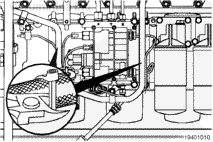
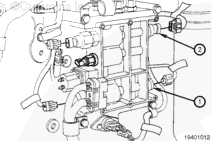
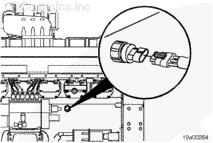
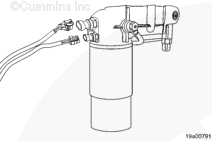
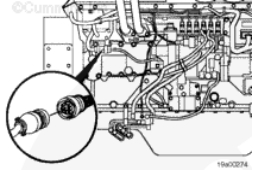
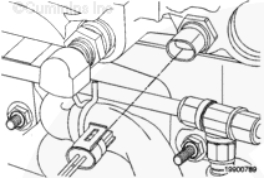
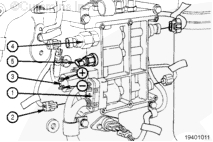
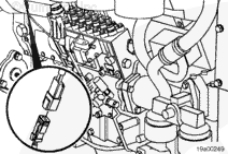
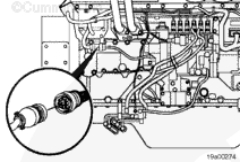
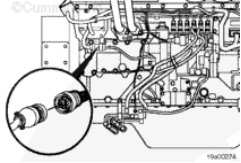
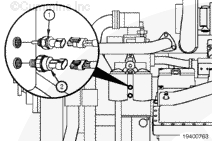
从康明斯 QSK23 发动机位于燃油滤清器右侧的进气歧管温度和压力传感器上断开发动机线束。拆卸安装在进气歧管压力传感器旁边的发动机线束 P 形夹和隔圈。
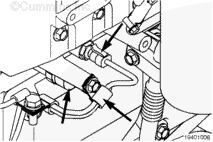
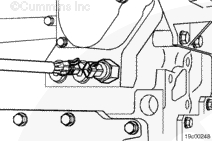
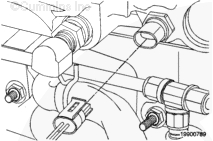
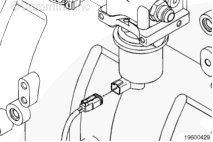
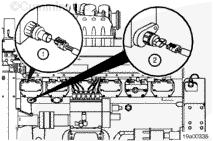
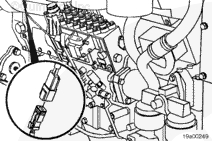
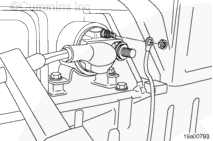
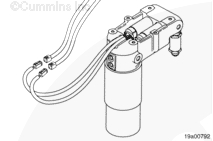
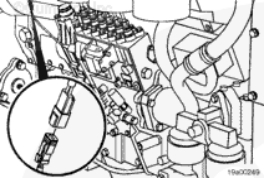
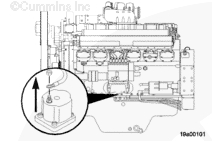
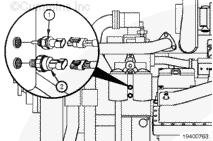
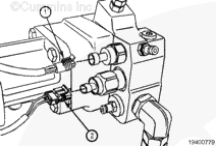
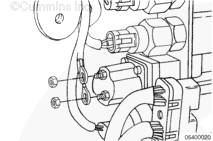
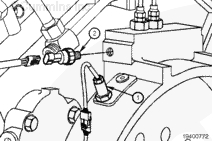
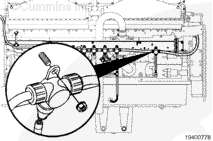
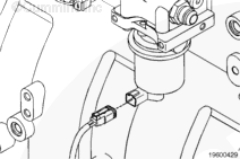
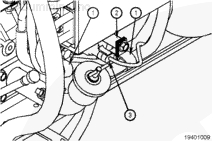
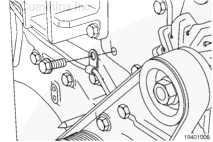
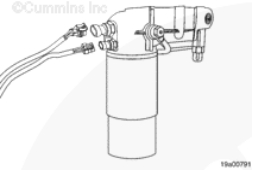
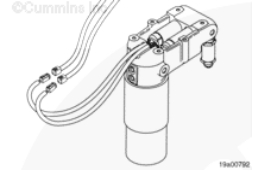
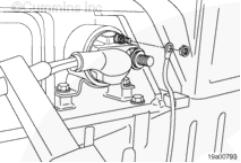
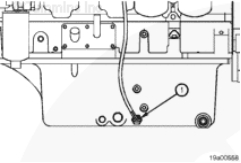
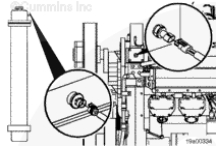
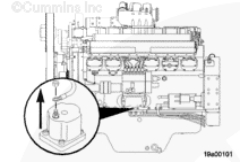
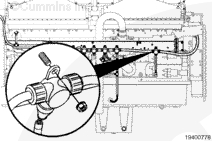
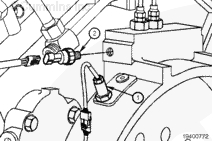
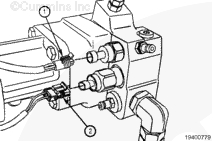
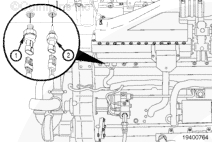
拆卸安装在康明斯 QSK23 发动机燃油泵安装法兰上的发动机线束 P 形夹(1)。从燃油泵执行器(2)和燃油泵压力传感器(3)接头上断开发动机线束。
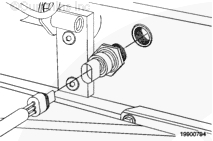
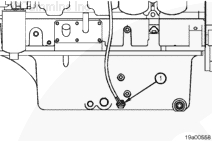
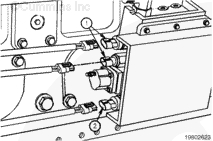
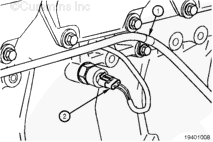
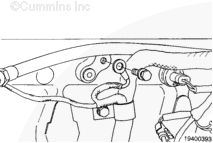
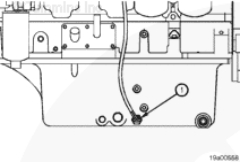
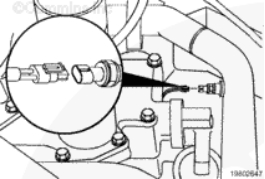
拆下线束 P 形夹和发动机接地导线(1),然后断开机油压力传感器(2)。
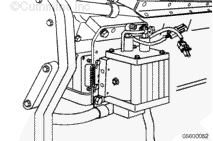
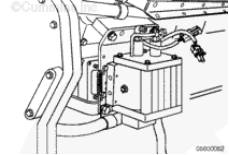
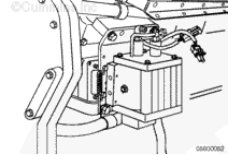
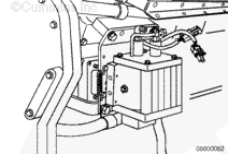
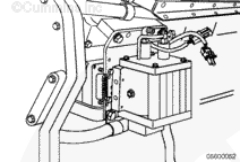
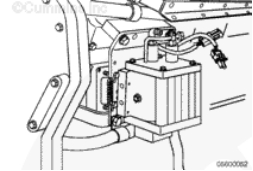
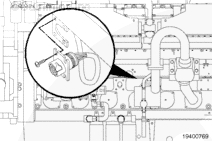
拆卸靠近康明斯 QSK23 发动机大气压力传感器(3),安装在 ECM 正下方的线束 P 形夹(1)和支架(2)。断开大气压力传感器(3)。
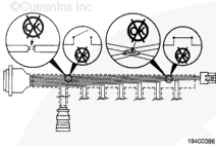
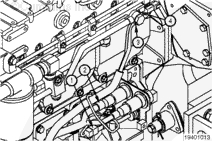
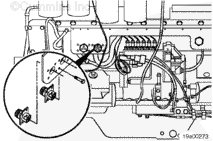
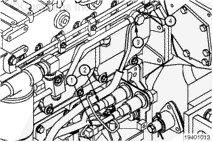
切断将发动机线束固定在支架上的九条导线扎条。
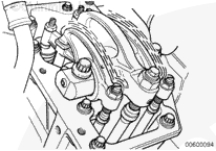
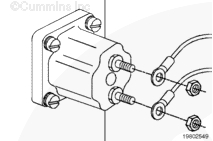
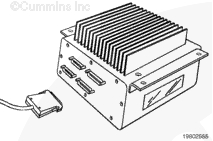
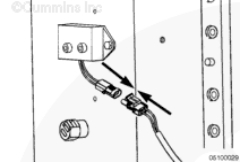
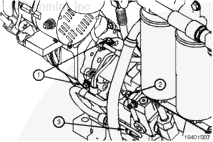
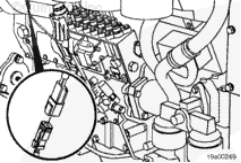
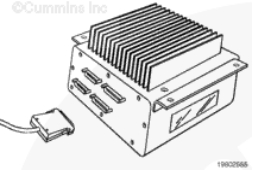
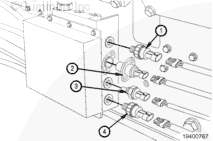
从下列传感器上断开发动机线束:ECM 接头 A、燃油油轨执行器、燃油切断电磁阀、燃油正时执行器、燃油温度传感器。
从下列传感器上断开发动机线束:油轨压力传感器、正时压力传感器。
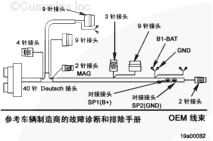
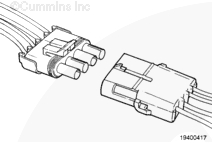
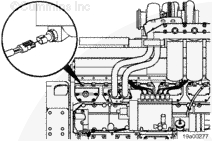
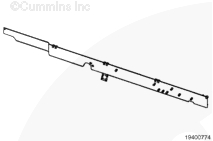
注: 图中所示为工业用发动机的导线线束,发电用发动机的导线线束的布线会略微有些差异,而且线束的某些接头也有所不同。
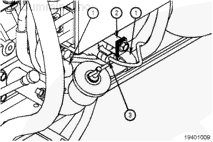
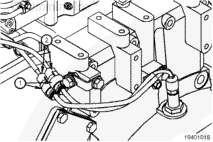
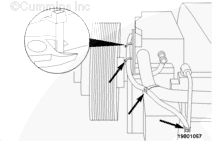
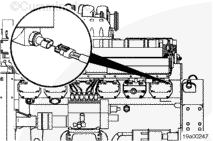
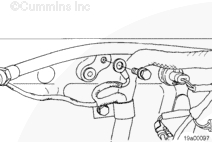
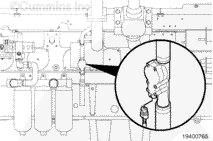
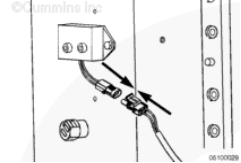
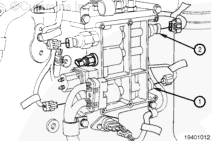
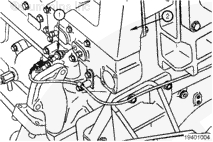
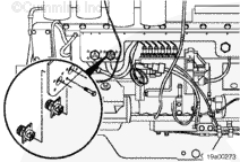
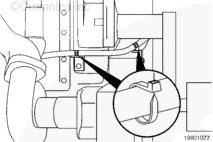
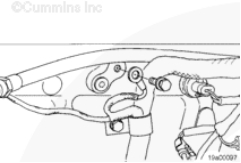
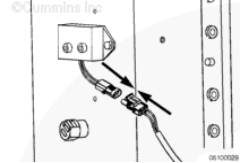
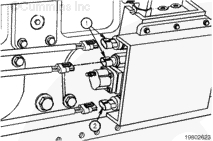
断开将发动机线束连接到 OEM 线束上的数据通信接口(1)的接头。拆卸位于 6 号凸轮轴随动件盖上面的导线 P 形夹(3)和进气加热器接头支架(4)。拆卸靠近 5 号凸轮轴随动件盖右下角的 P 形夹(2)。
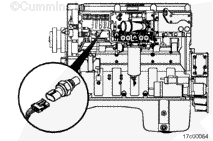
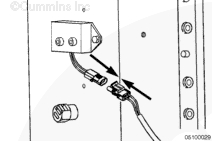
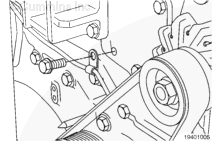
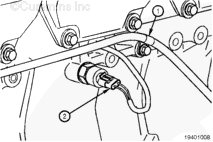
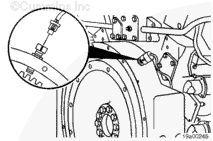
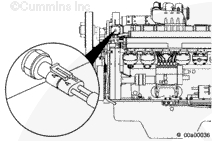
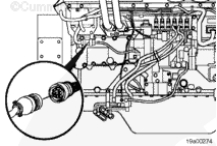
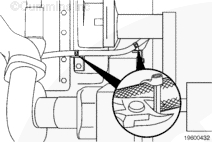
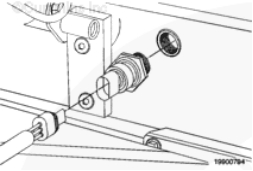
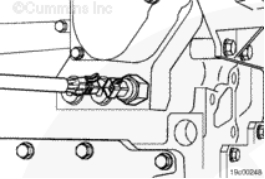
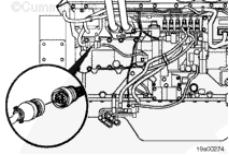
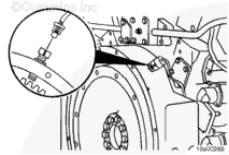
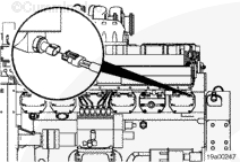
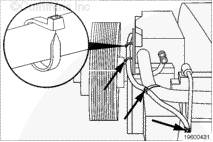
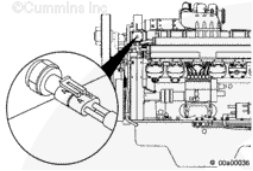
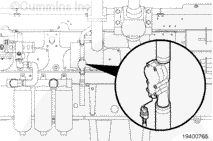
拆卸进气歧管和缸体后面的 P 形夹(1)。断开发动机转速传感器接头(2),然后拆下发动机线束。
康明斯QST30 发动机
从康明斯QST30 发动机冷却液压力传感器(如果配备)上断开发动机线束。拆卸发动机线束卡箍。从冷却液温度传感器和冷却液液位传感器上断开发动机线束。从冷却液液位延长线束接头上断开发动机线束。
切断康明斯QST30 发动机节温器壳体支架、中冷器管和燃油管上的扎条。
从康明斯QST30 发动机左排进气歧管压力传感器上断开发动机线束。
拆下螺栓,从线束支架上断开两个 6-针或一个 9-针数据通信接头。
断开包括大气压力传感器接头在内的 inline 接头支架。

从康明斯QST30 发动机机油压力传感器上断开发动机线束。
从康明斯QST30 发动机机油温度传感器(如果配备)上断开发动机线束。
从左排燃油泵接头上断开发动机线束。
从左排燃油切断阀接头上断开发动机线束。
从 Centinel™ 机油油位延长线束(如果配备)上断开发动机线束。
从康明斯QST30 发动机左排进气歧管温度传感器上断开发动机线束。
从格栅加热器继电器接头(如果配备)上断开发动机线束。
从康明斯QST30 发动机转速传感器上断开发动机线束。
从 Centinel™ 油箱开关延长线束(如果配备)上断开发动机线束。

从康明斯QST30 发动机缸体上断开发动机线束发动机缸体接地导线。

从康明斯QST30 发动机燃油供应泵接头上断开发动机线束。
从康明斯QST30 发动机燃油供应泵压力和温度传感器接头上断开发动机线束。
从康明斯QST30 发动机右排进气歧管温度传感器 2 号接头上断开发动机线束。
从 Centinel™ 执行器接头(如果配备)上断开发动机线束。
从康明斯QST30 发动机右排喷油泵接头上断开发动机线束。
从康明斯QST30 发动机右排燃油切断阀接头上断开发动机线束。
从发动机线束上拆下全部 P 形夹和线束固定支架,然后拆卸线束。
使用一把 4 mm [5/32 in] 六角扳手从 ECM 上断开发动机线束 Deutsch 接头。
康明斯QST30 发动机升级型在 Inline E 接头处将发动机线束从电气系统上断开。

拆卸发动机线束卡箍。从冷却液温度传感器上断开发动机线束。
从机油压力传感器上断开发动机线束。
从燃油切断电磁阀(左排和右排)上断开发动机线束燃油切断控制导线。
从燃油泵接头(左排和右排)上断开发动机线束。
从发动机缸体上断开发动机线束发动机缸体接地导线。
使用一把 4 mm [5/32 in] 六角扳手从所使用的发动机线束延长电缆或发动机线束适配器电缆上断开发动机线束 Deutsch 接头。
切断将发动机线束固定在发动机上的剩余扎条。拆卸发动机线束。
使用一把 4 mm [5/32 in] 六角扳手断开发动机线束延长电缆 Deutsch 接头。使用一把 4 mm [5/32 in] 六角扳手从 ECM 上断开发动机线束适配器电缆 Deutsch 接头。
康明斯QSK45、QSK60 和 QSK78发动机
注: 以下图片以 QSK60 发动机为例。但是,QSK45 和 QSK78 发动机与此类似。
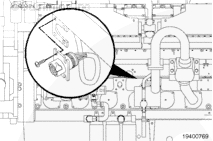
冷却液压力传感器可能位于以下三个位置中的一个:在冷却液滤清器之间(见插图)、在发动机缸体上,燃油泵后面、在冷却液滤清器和节温器壳体中间的隔圈体中。从冷却液温度传感器(1)上断开发动机线束。从冷却液压力传感器(2)上断开发动机线束。
从康明斯QSK45、QSK60 和 QSK78发动机进气歧管空气压力传感器(1)上断开发动机线束。从进气歧管温度传感器(2)上断开发动机线束。
从窜气压力传感器上断开发动机线束。
从康明斯QSK45、QSK60 和 QSK78发动机燃油泵压力传感器(1)上断开发动机线束。从燃油泵执行器(2)上断开发动机线束。
从康明斯QSK45、QSK60 和 QSK78发动机两个正时油轨执行器(1)上断开发动机线束。从供油油轨执行器(2)上断开发动机线束。
从康明斯QSK45、QSK60 和 QSK78发动机燃油切断阀上断开发动机线束。
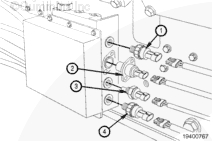
从康明斯QSK45、QSK60 和 QSK78发动机正时油轨压力传感器(1)上断开发动机线束。从燃油温度传感器(3)上断开发动机线束。从喷油器计量油轨压力传感器(4)上断开发动机线束。从大气压力传感器(2)上断开发动机线束。这不能位于电气控制阀总成上。将这个传感器放置在发动机线束主干线支架上。
从延长线束 Inline A、Inline B 和 Inline C 接头上断开发动机线束。

从康明斯QSK45、QSK60 和 QSK78发动机机油液位传感器(如果配备)上断开发动机线束。
注: 不能在 QSK78 发动机上进行此步骤。发动机线束和发动机支架是一体的。
要从康明斯QSK45、QSK60 和 QSK78发动机线束支架上断开 9-针数据通信接头:拆下 4 根螺栓。将 9-针数据通信接头滑出发动机线束支架中的安装槽。
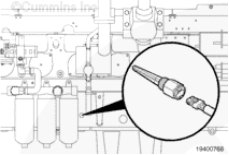
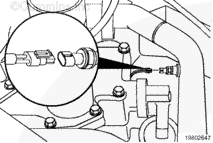
从康明斯QSK45、QSK60 和 QSK78发动机转速传感器(1)上断开发动机线束。从机油压力传感器(2)上断开发动机线束。
注: 有很多种不同型号的通风装置盒,可用于 QSK45、QSK60 和 QSK78 发动机。即使外观不同,也可以采用相同的步骤拆卸所有型号的通风装置盒。
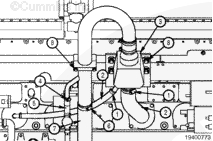
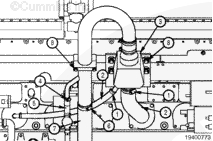
要拆卸通风装置盒总成:松开三个软管卡箍(1),然后断开通风装置盒(3)底部的三根软管(2)。松开软管卡箍(4),然后断开窜气压力传感器软管(5)。松开软管卡箍(6),然后断开下侧通风装置软管(7)。拆卸 6 个固定螺栓(8),然后拆卸通风装置盒总成。拆卸 6 个固定螺栓(8),然后拆卸通风装置盒总成。
在 Inline E 接头处将发动机线束从闪烁状态灯上断开。
从康明斯QSK45、QSK60 和 QSK78发动机中冷器水温传感器上断开发动机线束。
从 Centinel™ 执行器接头(如果配备)上断开发动机线束。
从 Centinel™ 补充油箱机油油位传感器 inline 接头上断开发动机线束。
在 4-针 inline 接头处从冷却液液位开关传感器上断开发动机线束。

从康明斯QSK45、QSK60 和 QSK78发动机上断开发动机线束和发动机线束支架。确保发动机线束的所有接头已断开并且没有缠绕在一起。
注: 不能在 QSK78 发动机上进行此步骤。发动机线束和发动机支架是一体的。
缓慢地将发动机线束从发动机缸体拉开,并确保导线没有粘连或缠绕在一起。
安装
康明斯QSX15发动机
将康明斯QSX15发动机线束放在发动机上。将康明斯QSX15发动机线束紧固在发动机线束支架上。将康明斯QSX15发动机线束连接到冷却液液位开关传感器 4-针 inline 接头上。

将发动机线束连接到 Centinel™ 补充油箱机油油位传感器 inline 接头(如果配备)上。
将发动机线束连接到 Centinel™ 执行器接头(如果配备)上。
将发动机线束连接到燃油供应泵接头(如果配备)上。
将发动机线束连接到机油压力/温度传感器上。
将大气压力传感器连接到发动机线束上。将发动机线束连接到曲轴发动机转速传感器上。将发动机线束连接到曲轴发动机转速传感器上。
将发动机线束连接到延长线束的 Inline A、Inline B 和 Inline C 接头上。

将发动机线束连接到燃油切断阀上。扭矩值: 3 n.m [27 in-lb]
将康明斯QSX15发动机线束连接到燃油系统执行器上:供油执行器 1、正时执行器 1、正时执行器 2、供油执行器 2。

将康明斯QSX15发动机线束与燃油压力传感器相连。

将康明斯QSX15发动机线束连接到进气歧管压力/温度传感器上。
将康明斯QSX15发动机线束连接到冷却液温度传感器上
将发动机线束连接到 Inline E 接头上。确保所有发动机线束接头连接牢固。连接服务软件并检查有无故障代码。

康明斯 QSK23 发动机
安装发动机线束然后连接发动机转速传感器接头(2)。将 P 形夹(1)安装到进气歧管和缸体后面。
注: 图中所示为工业用发动机的导线线束,发电用发动机的导线线束的布线会略微有些差异,而且线束的某些接头也有所不同。
将 P 形夹(2)安装到靠近 5 号凸轮轴随动件盖右下角的位置。安装位于 6 号凸轮轴随动件盖上面的导线 P 形夹(3)和进气加热器接头支架(4)。连接将发动机线束连接到 OEM 线束上的数据通信接口(1)的接头。
将以下几项连接到发动机线束上:油轨压力传感器、正时压力传感器。
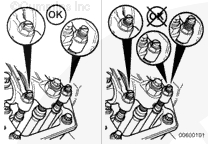
将以下几项连接到发动机线束上:ECM 接头 A、燃油油轨执行器、燃油切断电磁阀、燃油正时执行器、燃油温度传感器。确保燃油切断电磁阀上的正极(+)和负极(-)端子连接正确。
安装将发动机线束固定在支架上的九条导线扎条。
将康明斯QSX15发动机线束连接到大气压力传感器上。安装靠近大气压力传感器(3),安装在 ECM 正下方的线束 P 形夹(1)和支架(2)。
安装线束 P 形夹和发动机接地导线(1),然后连接机油压力传感器(2)。
将线束连接到燃油泵执行器(2)和燃油泵压力传感器(3)上。安装固定在燃油泵安装法兰上的发动机线束 P 形夹(1)。
安装固定在进气歧管压力传感器旁边的发动机线束 P 形夹和隔圈。将发动机线束连接到位于燃油滤清器右手侧的进气歧管上的进气歧管温度和压力传感器上。
如图所示,安装发动机前面的 8 个发动机线束 P 形夹。
安装位于康明斯QSX15发动机节温器壳体(2)上的发动机线束 P 形夹、隔圈和支架。将发动机线束连接到冷却液温度传感器(1)上。
康明斯QST30发动机
将所有 P 形夹和线束固定支架安装在发动机线束上、使用一把 4 mm [5/32 in] 六角扳手将发动机线束 Deutsch 接头连接到 ECM 上。扭矩值: 3 n.m [27 in-lb]
将康明斯QST30发动机线束连接到右排燃油切断阀接头上。
将康明斯QST30发动机线束连接到右排喷油泵接头上。
将康明斯QST30发动机线束连接到 Centinel™ 执行器接头(如果配备)上。
将康明斯QST30发动机线束连接到 2 号右排进气歧管温度传感器接头上。
将康明斯QST30发动机线束连接到燃油供应泵压力和温度传感器上。
将康明斯QST30发动机线束连接到燃油供应泵接头上。
将发动机线束发动机缸体接地导线连接到发动机缸体上。
将发动机线束连接到 Centinel™ 油箱开关延长线束(如果配备)上。

将发动机线束连接到发动机转速传感器上。
将发动机线束连接到格栅加热器继电器接头(如果配备)上。
将发动机线束连接到左排进气歧管温度传感器上。
将发动机线束连接到 Centinel™ 机油油位延长线束上(如果配备)。
将发动机线束连接到左排燃油切断阀接头上。
将发动机线束连接到左排燃油泵接头上。
将发动机线束连接到机油温度传感器上(如果配备)。
将康明斯QST30发动机线束连接到机油压力传感器上。
康明斯QST30发动机连接包括大气压力传感器接头在内的 inline 接头支架。

安装螺栓,从而将两个 6-针或一个 9-针数据通信接头连接到线束支架上。
将发动机线束连接到左排进气歧管压力传感器上。
安装节温器壳体支架、中冷器管和燃油管上的扎条。
将发动机线束连接到冷却液液位延长线束接头上。将发动机线束连接到冷却液温度传感器和冷却液液位传感器上、将发动机线束连接到冷却液压力传感器(如果配备)上。安装发动机线束卡箍和扎条。
康明斯QST30 升级型
使用电缆扎条将发动机线束连接到发动机上。
将发动机线束 Deutsch 接头连接到发动机线束延长电缆上(如果使用)或者发动机线束适配器电缆上。使用一个 4 mm [5/32 in] 六角扳手拧紧。扭矩值: 3 n.m [27 in-lb]
将发动机缸体接地连接到发动机缸体上。扭矩值: 20 n.m [177 in-lb]
将发动机线束连接到燃油泵接头(左排和右排)上。
将燃油切断控制导线连接到燃油切断电磁阀(左排和右排)上。拧紧固定螺母。扭矩值: 3 n.m [27 in-lb]
将发动机线束连接到机油压力传感器上。
将发动机线束连接到冷却液温度传感器上。连接发动机线束卡箍。
将发动机线束连接到电气系统的 Inline E 接头上。

将发动机线束延长电缆连接到延长电缆接头上。连接发动机线束适配器电缆和所有使用中的发动机线束延长电缆。使用一个 4 mm [5/32 in] 六角扳手拧紧螺栓。扭矩值: 3 n.m [27 in-lb]
QSK45、QSK60 和 QSK78
注: 不能在 QSK78 发动机上进行此步骤。发动机线束和发动机支架是一体的。
将发动机线束连接到发动机线束支架上。
将发动机线束和发动机线束支架安装到发动机上。扭矩值: 45 n.m [33 ft-lb]
连接冷却液液位开关传感器的 4-针 inline 接头。

将发动机线束连接到 Centinel™ 补充油箱机油油位传感器 Inline 接头(如果配备)上。
将发动机线束连接到 Centinel™ 执行器接头(如果配备)上。
将发动机线束连接到中冷器水温传感器上。
将发动机线束连接到闪烁状态灯的 Inline H 接头上。
注: 有很多种不同型号的通风装置盒,可用于 QSK45、QSK60 和 QSK78 发动机。即使外观不同,也可以采用相同的步骤来安装所有型号的通风装置盒。
安装通风装置盒总成(8)。将 6 个安装螺栓安装在通风装置盒总成上。拧紧螺栓。扭矩值: 45 n.m [33 ft-lb]、使用软管卡箍(6)将下部通风装置软管(7)安装到通风装置盒上。使用软管卡箍(4)将窜气压力传感器/软管总成(5)连接到通风装置盒上。使用 3 个软管卡箍(1)将 3 根软管(2)连接到通风装置盒(3)的底部。
将发动机线束连接到发动机转速传感器(1)上。将发动机线束连接到机油压力传感器(2)上。
注: 不能在 QSK78 发动机上进行此步骤。发动机线束和发动机支架是一体的。
将 9-针数据通信接头滑进发动机线束支架中的安装槽。安装并拧紧螺栓。扭矩值: 1 n.m [9 in]
将发动机线束连接到机油油位传感器(如果配备)上。
将发动机线束连接到延长线束的 Inline A、Inline B 和 Inline C 接头上。

将发动机线束连接到正时油轨压力传感器(1)上。将发动机线束连接到燃油温度传感器(3)上。将发动机线束连接到喷油器计量油轨压力传感器(4)上。将发动机线束连接到大气压力传感器(2)上。此传感器不能位于电子控制阀总成上。将此传感器放置在线束主干线/支架上。
将发动机线束连接到燃油切断阀上。扭矩值: 3 n.m [27 in-lb]、将发动机线束连接到燃油系统执行器上。正时执行器、供油执行器。
将发动机线束连接到燃油泵压力传感器(1)上。将发动机线束连接到燃油泵执行器(2)上。
将发动机线束连接到窜气传感器上。
将发动机线束连接到进气歧管压力传感器(1)上。
将发动机线束连接到进气歧管温度传感器(2)上。
冷却液压力传感器可以位于三个不同的位置:在冷却液滤清器之间(见插图)、在发动机缸体上,燃油泵后面。、在冷却液滤清器和节温器壳体中间的隔圈体中。将发动机线束连接到冷却液压力传感器上。
将发动机线束连接到 Inline E 接头上。确保所有发动机线束接头连接牢固。连接服务软件并检查有无故障代码。