 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska我们是***的康明斯L9.3 L105柴油发动机缸体供应服务商.我们可提供康明斯L9.3 L105柴油发动机缸体销售维修保养零配件服务.康明斯L9.3 L105柴油发动机缸体想要更多的类型,请现在联系湖南英珀威机械有限公司!

产品中心
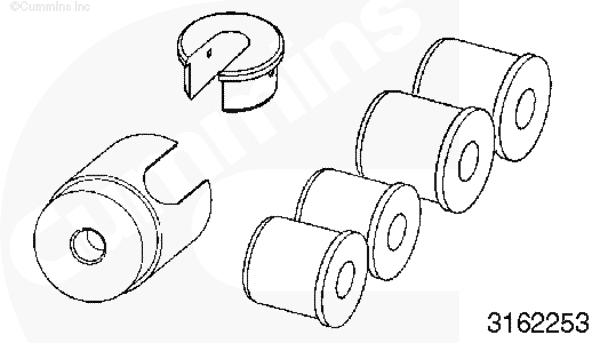
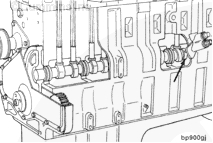
康明斯L9.3 L105柴油发动机缸体
详细描述
|
|

康明斯L9.3 L105柴油发动机缸体
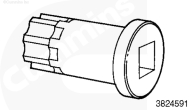
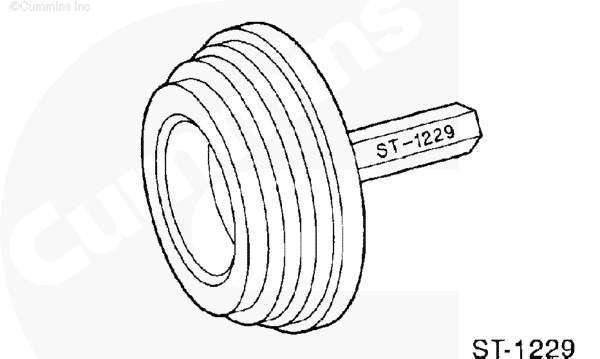
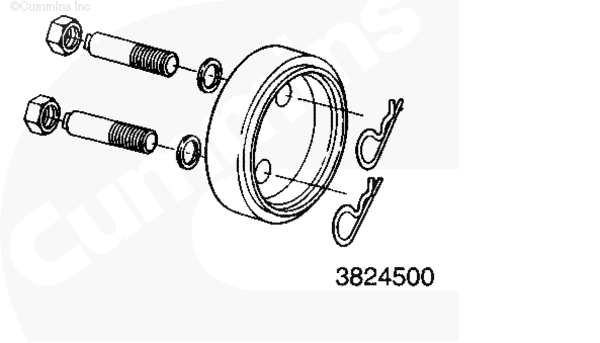
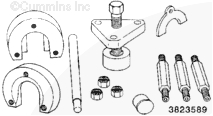
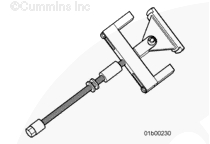
022-001 维修工具
目录
|
缸体 |
|
缸体 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||











上次改进日期: 28-一月-2013
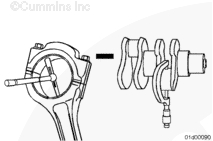
001-005 连杆轴承目录|
准备步骤 |
|
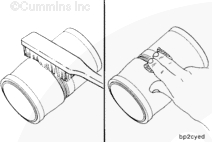
拆卸 |
|
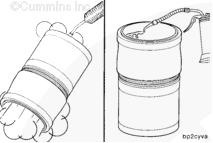
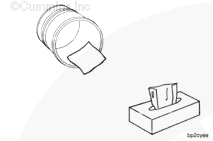
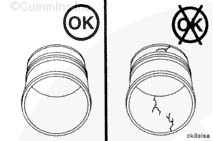
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | |||||||||
| ||||||||||
|
拆卸 |
TOC | ||||||||||||
| |||||||||||||
|
清洁和检查能否继续使用 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
|
安装 |
TOC | ||||||
| |||||||
|
最后步骤 |
TOC | |||||||
| ||||||||

|
准备步骤 |
|
初始检查 |
|
拆卸 |
|
清洁 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | ||||||||
| |||||||||
|
初始检查 |
TOC | ||||||||||||||||||
| |||||||||||||||||||
|
拆卸 |
TOC | |||||||||||||||||||||||||
| ||||||||||||||||||||||||||
|
清洁 |
TOC | ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
|
安装 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
最后步骤 |
TOC | ||||||
| |||||||

|
概述 |
|
准备步骤 |
|
初始检查 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
测量 |
|
安装 |
|
最后步骤 |
|
概述 |
TOC | |||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
|
准备步骤 |
TOC | |||||||
| ||||||||
|
初始检查 |
TOC | ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
|
拆卸 |
TOC | ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
清洁和检查能否继续使用 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
测量 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
安装 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
最后步骤 |
TOC | |||||||
| ||||||||

|
准备步骤 |
|
拆卸 |
|
清洁 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | ||||||||
| |||||||||
|
拆卸 |
TOC | ||||||
| |||||||
|
清洁 |
TOC | |||||||
| ||||||||
|
安装 |
TOC | ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
|
最后步骤 |
TOC | ||||||||
| |||||||||

|
概述 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
测量 |
|
安装 |
|
概述 |
TOC | ||||||
| |||||||
|
拆卸 |
TOC | |||||||||||||||||||||||||
| ||||||||||||||||||||||||||
|
清洁和检查能否继续使用 |
TOC | |||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||

|
测量 |
TOC | ||||||||||||||||||
| |||||||||||||||||||
|
安装 |
TOC | |||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||
|
概述 | |||
|
准备步骤 | |||
|
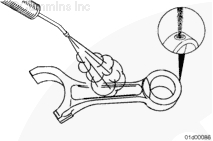
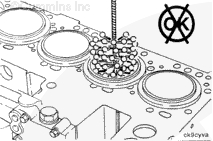
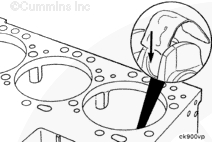
清洁和检查能否继续使用 | |||
|
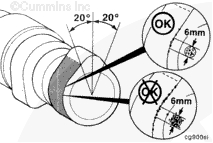
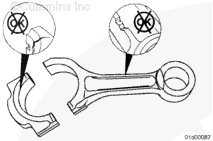
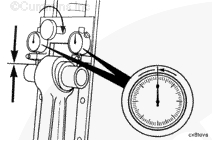
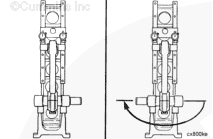
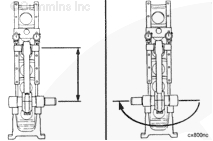
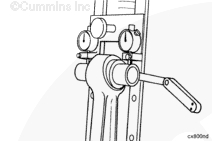
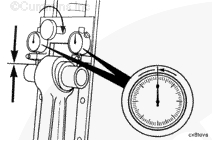
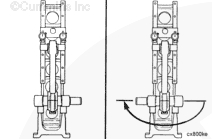
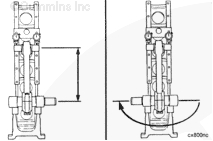
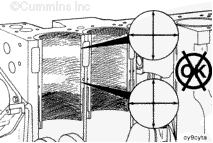
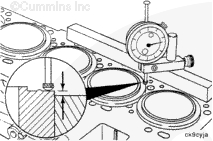
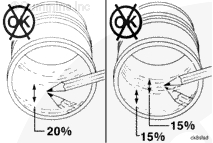
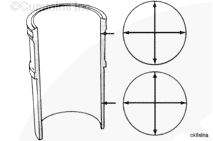
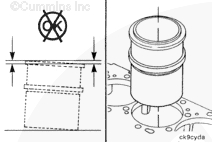
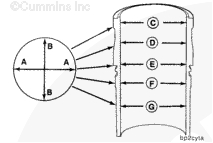
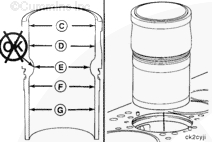
弯曲度和扭曲度检查 | |||
|
弯曲度和扭曲度检查 | |||
|
|
| ||
|
最后步骤 | |||
|
概述 |
TOC | ||||||
| |||||||
|
准备步骤 |
TOC | |||||||||||
| ||||||||||||
|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
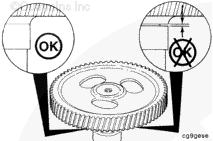
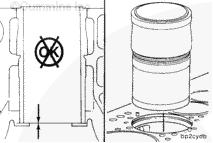
弯曲度和扭曲度检查 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||
|
弯曲度和扭曲度检查 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
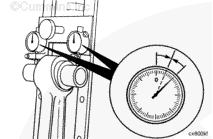
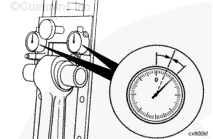
标定步骤
测试
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
最后步骤 |
TOC | |||||||
| ||||||||

|
概述 |
|
准备步骤 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
转动检查 |
|
概述 |
TOC | ||||||
| |||||||
|
准备步骤 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | ||||||||||||
| |||||||||||||
|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
安装 |
TOC | |||||||||||||
| ||||||||||||||
|
最后步骤 |
TOC | |||||||
| ||||||||

|
转动检查 |
TOC | ||||||
| |||||||
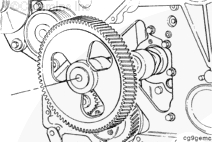
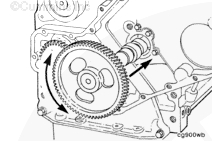
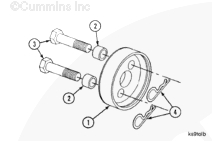
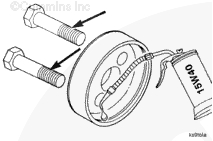
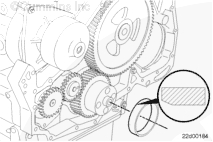
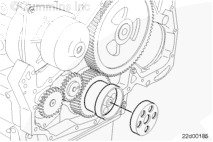
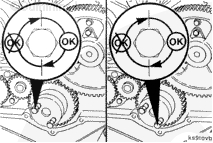
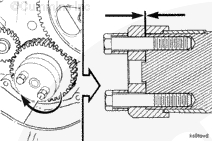
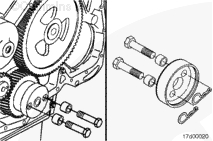
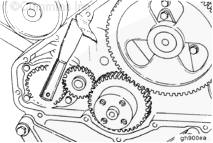
001-018 前曲轴齿轮(曲轴已安装)
目录
|
概述 |
|
检查能否继续使用 |
|
概述 |
TOC | ||||||
| |||||||
|
检查能否继续使用 |
TOC | ||||||||||||
| |||||||||||||
|
准备步骤 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | |||||||||||||||||||
| ||||||||||||||||||||
|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||
| |||||||||||||||||||||||||
|
安装 |
TOC | ||||||||||||||||||||||||
| |||||||||||||||||||||||||
|
最后步骤 |
TOC | |||||||
| ||||||||

|
准备步骤 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | ||||||||||||
| |||||||||||||
|
清洁和检查能否继续使用 |
TOC | |||||||||||||
| ||||||||||||||
|
安装 |
TOC | ||||||||||||
| |||||||||||||
|
最后步骤 |
TOC | |||||||
| ||||||||

|
准备步骤 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | |||||||
| ||||||||
|
清洁和检查能否继续使用 |
TOC | ||||||||||||
| |||||||||||||
|
安装 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
最后步骤 |
TOC | |||||||
| ||||||||

|
清洁 |
|
检查能否继续使用 |
|
清洁 |
TOC | |||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||
|
检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
|
准备步骤 |
|
初始检查 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | ||||||||||||
| |||||||||||||
|
初始检查 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
拆卸 |
TOC | ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
安装 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
最后步骤 |
TOC | |||||||
| ||||||||

|
准备步骤 |
|
拆卸 |
|
解体 |
|
清洁和检查能否继续使用 |
|
组装 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | ||||||
| |||||||
|
解体 |
TOC | ||||||
| |||||||
|
清洁和检查能否继续使用 |
TOC | |||||||||||||||||||
| ||||||||||||||||||||
|
组装 |
TOC | ||||||
| |||||||
|
安装 |
TOC | ||||||||||||
| |||||||||||||
|
最后步骤 |
TOC | |||||||
| ||||||||

|
概述 |
|
准备步骤 |
|
拆卸 |
|
清洁 |
|
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
概述 |
TOC | ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||

|
准备步骤 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | |||||||||||||||||||||||||
| ||||||||||||||||||||||||||

|
清洁 |
TOC | ||||||||||||||
| |||||||||||||||

|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||

|
安装 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
最后步骤 |
TOC | ||||||
| |||||||

|
准备步骤 |
|
清洁和检查能否继续使用 |
|
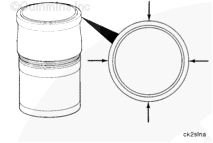
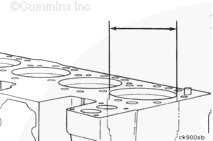
测量 |
|
最后步骤 |
|
准备步骤 |
TOC | ||||||||||
| |||||||||||
|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
测量 |
TOC | ||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||
|
最后步骤 |
TOC | ||||||
| |||||||

|
故障分析检查 |
|
故障分析检查 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
准备步骤 |
|
拆卸 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | ||||||
| |||||||

|
拆卸 |
TOC | ||||||
| |||||||
|
安装 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
最后步骤 |
TOC | ||||||
| |||||||

|
准备步骤 |
|
拆卸 |
|
清洁和检查能否继续使用 |
|
安装 |
|
最后步骤 |
|
准备步骤 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | ||||||
| |||||||
|
清洁和检查能否继续使用 |
TOC | ||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||
|
安装 |
TOC | ||||||||||||
| |||||||||||||

|
最后步骤 |
TOC | |||||||
| ||||||||
