 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
SvenskaPerkins珀金斯1506A柴油发动机T400570前后油封供应商,Perkins珀金斯1506A柴油发动机T400570前后油封技术价格规格咨询服务,Perkins珀金斯1506A柴油发动机T400570前后油封零配件供应,Perkins珀金斯1506A柴油发动机T400570前后油封售后服务中心,Perkins珀金斯1506A柴油发动机T400570前后油封,Perkins珀金斯1506A柴油发动机T400570前后油封详细的技术参数,

产品中心

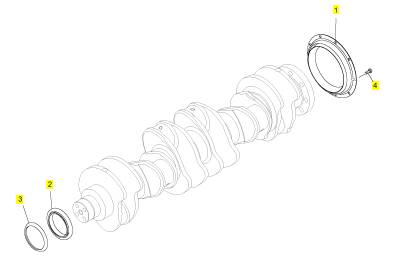
Perkins珀金斯1506A柴油发动机T400570前后油封
详细描述
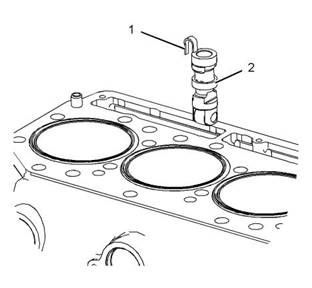
项目 零配件号码 新件号 描述
1 T400570 1 T400570 密封 -后油封
2 T400569 1 T400569 密封 -前油封
3 T400567 1 T400567 密封
4 T400568 9 T400568 螺拴
|
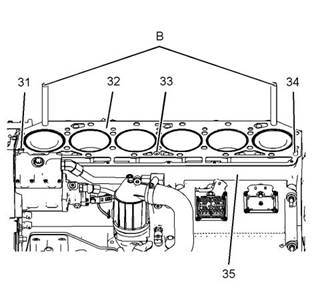
1.检查定位销 (31)和定位销 (34)有无损坏。如 有必要,更换缸体中的定位销。 |
|
2.将工具 (B)安装到缸体 (35)上。 |
|
3.将新的密封垫 (32)与定位销 (31)、定位销 (34)和工具 (B)对齐。 |
|
4.将新的O形密封圈 (33)安装到缸体 (35)的凹 槽中。确保O形密封圈正确座合到凹槽中。 |
|
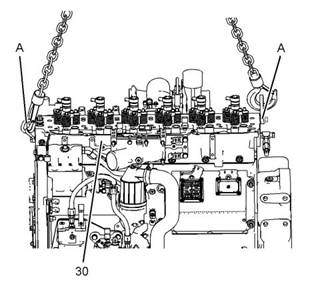
5.将工具 (A)和适当的起吊设备固定到缸盖 (28) 。缸盖的重量约为181kg(400lb). |
|
6.使用适当的起吊设备起吊缸盖 (30)。 |
|
7.使用工具 (B)对齐缸盖 (30)与缸体 (35) 。将 缸盖安装到缸体上。确保节温器壳体的软管 组件正确定位到水泵接头上。 |
|
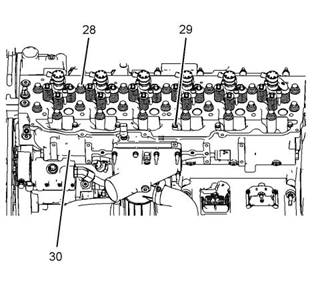
8.将工具 (C)涂敷在螺栓 (28)和螺栓 (29)的螺 纹上。 |
|
图163 |
|
g03773234 |
|
9.将螺栓 (28)和螺栓 (29)安装到缸盖 (30)上。 |
|
10.将工具 (B)从缸体 (35)上拆下。将其余螺栓 (28)安装到缸盖 (29)上。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
92 |
|
UCNR4511 |
|
拆解和组装部分 |
|
图165 |
|
g03774253 |
|
图166 |
|
g03773237 |
|
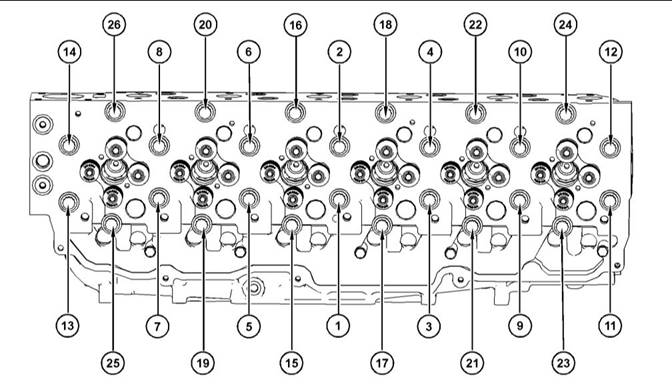
缸盖螺栓拧紧顺序 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
93 |
|
拆解和组装部分 |
|
图167 |
|
g03773696 |
|
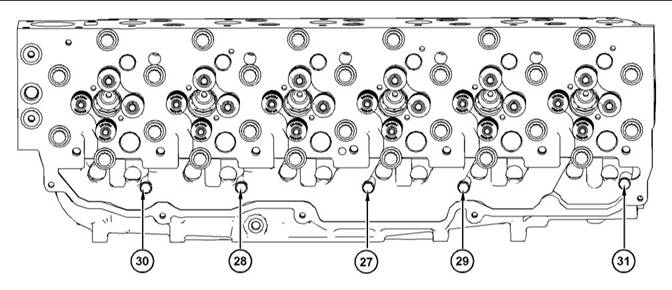
缸盖螺栓拧紧顺序 |
|
11.遵循步骤11.a.至11.g.,按照下述程序拧 紧螺栓 (28) |
|
a.按照图166所示的数字顺序将螺栓(28) 拧紧至扭矩为130N·m(96lbft)。 |
|
b.按照图166所示的数字顺序将螺栓(28) 拧紧至扭矩为130N·m(96lbft)。 |
|
c.在螺栓(28)和缸盖(27)上做一个标记。 按照图166所示的数字顺序将螺栓额外转 动90度。 |
|
d.完全松开螺栓(28)。 |
|
e.按照图166所示的数字顺序将螺栓(28) 拧紧至扭矩为130N·m(96lbft)。 |
|
f.按照图166所示的数字顺序将螺栓(28) 拧紧至扭矩为130N·m(96lbft)。 |
|
g.在螺栓(28)和缸盖(30)上做一个标记。 按照图166所示的数字顺序将螺栓额外转 动90度。 |
|
图168 |
|
g03773233 |
|
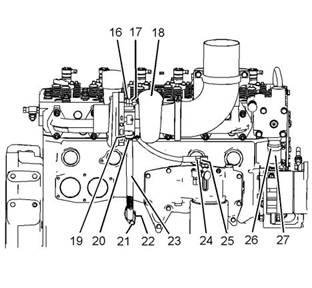
13.将软管组件 (27)的软管卡箍 (26)拧紧至扭矩 为7N·m(62lbin)。 |
|
12.按照图167所示的数字顺序将螺栓 (29)拧紧 至扭矩为28N·m(248lbin)。 |
|
14.将新密封垫 (19)(未显示)和新密封垫 (22) (未显示)定位到管组件 (23)上。 |
|
15.将管组件 (23)定位到涡轮增压器 (18)和缸体 上。安装螺栓 (20)和螺栓 (21),用手拧紧。 |
|
16.拧紧螺栓 (20)和螺栓 (21)至扭矩为28N·m (248lbin)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
|
17.将新O形密封圈 (17)(未显示)和新O形密 27.将线束组件 (12)连接到油轨压力传感器 (13) |
|
94 |
|
UCNR4511 |
|
拆解和组装部分 |
|
封圈 (25)(未显示)安装到涡轮增压器 (18) 和发动机机油冷却器的接头上。确保O形密封 圈正确安装到接头中。 |
|
(未显示)上。 |
|
28.将所有新的电缆扎带 (14)安装到线束组件 上。确保新的电缆扎带装回原位。 |
|
18.将软管组件安装到涡轮增压器 (17)和发动机 机油冷却器的接头上。将管螺母 (16)和 (23) 拧紧至扭矩为45N·m(33lbft)。确保软管 组件不受应力或与其他发动机部件接触 |
|
注:确保电缆扎带符合原始设备制造商(OEM)技术规 格。 |
|
29.如有必要,安装节温器壳体和散热器的冷却 液出口管组件。有关正确的步骤,请参阅OEM 信息。 |
|
30.如有必要,将管组件安装到涡轮增压器出口 接头和空-空增压冷却器上。有关正确的步 骤,请参阅OEM信息。 |
|
31.如有必要,将管组件安装到进气歧管接头和 空-空增压冷却器上。有关正确的步骤,请参 阅OEM信息。 |
|
32.如有必要,将OEM排气管组件安装到排气弯 头上。有关正确的步骤,请参阅OEM信息。 |
|
33.如有必要,安装散热器支架。有关正确的步 骤,请参阅OEM信息。 |
|
34.向冷却系统加注冷却液。请参考操作和保养 手册冷却系统冷却液(ELC)-更换和操作和保 养手册容量(加注)。 |
|
35.将燃油供应转到接通位置。 |
|
图169 |
|
g03773232 |
|
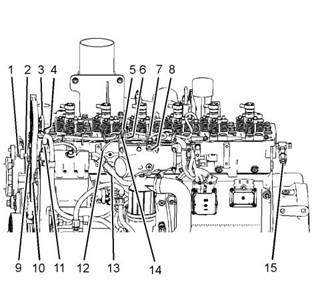
结束: |
|
19.将支架 (10)定位到缸盖上。安装螺栓 (9)并 用手拧紧。安装螺栓过程中,支承支架。 |
|
a. 安装气门机构罩盖底座。 有关正确步骤,请参阅拆 解和装配气门机构盖底座-拆卸和安装。 |
|
20.将螺栓 (1)和隔套 (2)松弛地安装到交流发电 机调整连杆上。 |
|
b. 安装摇臂和摇臂轴。 有关正确步骤,请参阅拆解和 组装摇臂和轴-安装。 |
|
21.拧紧螺栓 (9)至扭矩为100N·m(74lbft) 。 |
|
c. 安装风扇驱动装置。 有关正确步骤,请参阅拆解和 装配风扇驱动-安装。 |
|
d. 安装空气滤清器和支架。 有关正确步骤,请参阅拆 解和装配空气滤清器-拆卸和安装。 |
|
22.将软管组件 (11)连接到缸盖接头上。将软管 组件的管螺母拧紧至扭矩为30N·m (266lbin)。 |
|
23.将软管组件连接到缸盖的接头 (15) 上。将软 管组件的管螺母拧紧至扭矩为30N·m (266lbin)。 |
|
24.将线束组件 (3)连接到冷却液温度传感器 (4) (未显示)上。 |
|
25.将线束组件 (5)连接到进气歧管压力传感器 (6)(未显示)上。 |
|
26.将线束组件 (7)连接到进气温度压力传感器 (8)(未显示)上。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
|
UCNR4511 |
|
95 |
|
拆解和组装部分 |
|
i06062532 |
|
安装步骤 |
|
挺挺杆杆总总成成-拆拆卸卸和和安安装装 |
|
被被弹弹簧簧力力爆爆出出的的零零件件击击中中,,会会招招致致人人员员伤伤害害。。 确确保保穿穿上上所所有有必必要要的的保保护护装装备备。。 |
|
拆卸步骤 |
|
开始: |
|
遵遵照照建建议议的的程程序序,,并并使使用用所所有有建建议议的的工工具具以以释释放放弹弹 簧簧力力。。 |
|
a. 拆下缸盖。 有关的正确程序,请参阅拆解与组装缸 盖-拆卸。 |
|
注意 保持所有零件清洁无杂质。 |
|
被被弹弹簧簧力力爆爆出出的的零零件件击击中中,,会会招招致致人人员员伤伤害害。。 确确保保穿穿上上所所有有必必要要的的保保护护装装备备。。 |
|
杂质会造成快速磨损和缩短部件寿命。 |
|
1.1.确保所有部件清洁、无磨损或损坏。更换任 何损坏或磨损的部件。 |
|
遵遵照照建建议议的的程程序序,,并并使使用用所所有有建建议议的的工工具具以以释释放放弹弹 簧簧力力。。 |
|
注意 保持所有零件清洁无杂质。 |
|
杂质会造成快速磨损和缩短部件寿命。 |
|
图171 |
|
g03778321 |
|
典型示例 |
|
2.2.将新的导管弹簧 (1)安装到气门挺杆 (2)上。 |
|
3.3.安装前,使用清洁的发动机机油润滑滚柱销。 注:确保滚柱旋转自如。 |
|
图170 |
|
g03778321 |
|
典型示例 |
|
4.4.将气门挺杆 (2)安装到缸体上。确保旧挺杆安 装位置正确。 |
|
1.1.使用合适的工具将气门挺杆 (2)从缸体上拆 下。 |
|
5.5.重复步骤2到步骤4,安装其余的挺杆。 |
|
注:在每个挺杆上做临时标记,以识别挺杆,方便安 装。 |
|
结束: |
|
a. 安装缸盖。 有关正确的步骤,请参阅拆解与组装气 缸盖-安装。 |
|
2.2.将导管弹簧 (1)从气门挺杆 (2)上拆下。 |
|
3.3.对其余挺杆重复步骤1到步骤2。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
96 |
|
UCNR4511 |
|
拆解和组装部分 |
|
i06062468 |
|
凸凸轮轮轴轴-拆拆卸卸 |
|
拆卸步骤 |
|
表 37 |
|
所需工具 |
|
工具 |
|
零件号 |
|
零件描述 |
|
数量 |
|
A |
|
CH11148 |
|
发动机盘车工具 |
|
1 |
|
开始: |
|
a. 拆下摇臂和摇臂轴。 有关正确步骤,请参阅拆解和 组装摇臂和轴-拆卸。 |
|
b. 从缸体上拆下挺杆。 请参阅拆解和装配挺杆总成- 拆卸和安装,了解正确的步骤。 |
|
c. 拆下前盖。 请参阅拆解和组装前盖-拆卸和安装以 了解正确步骤。 |
|
注意 保持所有零件清洁无杂质。 |
|
杂质会造成快速磨损和缩短部件寿命。 |
|
图172 |
|
g03750318 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
97 |
|
拆解和组装部分 |
|
注意 保持所有零件清洁无杂质。 |
|
杂质会造成快速磨损和缩短部件寿命。 |
|
图173 |
|
g03750417 |
|
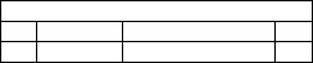
1.1.使用工具 (A)转动曲轴,使1号活塞处于上止 点位置。有关正确的步骤,请参阅系统操作、 测试和调整查找1号活塞上止点位置。 |
|
2.2.确保对齐凸轮轴齿轮 (2)与惰轮齿轮 (1)上的 正时标记。 |
|
3.3.将螺栓 (3)从止推片 (4)上拆下。 4.4.将止推片 (4)从凸轮轴 (5)上拆下。 |
|
注意 拆卸或安装凸轮轴时不要损坏凸轮或轴承。 |
|
5.5.使用合适的工具将凸轮轴 (5)从缸体上拆下。 拆卸凸轮轴时,确保凸轮轴轴承 (6)未损坏。 |
|
6.6.如有必要,将凸轮轴齿轮 (2)从凸轮轴上拆 下。请参阅拆解和组装凸轮轴齿轮-拆卸和安 装以了解正确程序。 |
|
i06062458 |
|
凸凸轮轮轴轴-安安装装 |
|
安装步骤 表 38 |
|
所需工具 |
|
工具 |
|
零件号 CH11148 21825617 - |
|
零件描述 |
|
数量 |
|
A |
|
发动机盘车工具 |
|
1 1 1 |
|
千分表 |
|
B |
|
磁性座和支架 |
|
This document has been printed from SPI2. NOT FOR RESALE |