 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska康明斯QSK78柴油发动机缸盖维修测量技术供应商,康明斯QSK78柴油发动机缸盖维修测量技术技术价格规格咨询服务,康明斯QSK78柴油发动机缸盖维修测量技术零配件供应,康明斯QSK78柴油发动机缸盖维修测量技术售后服务中心,康明斯QSK78柴油发动机缸盖维修测量技术,康明斯QSK78柴油发动机缸盖维修测量技术详细的技术参数,

产品中心

康明斯QSK78柴油发动机缸盖维修测量技术
详细描述

康明斯QSK78柴油发动机缸盖维修测量技术
目录
|
概述 | ||
|
|
| |
|
概述 |
TOC | ||
|
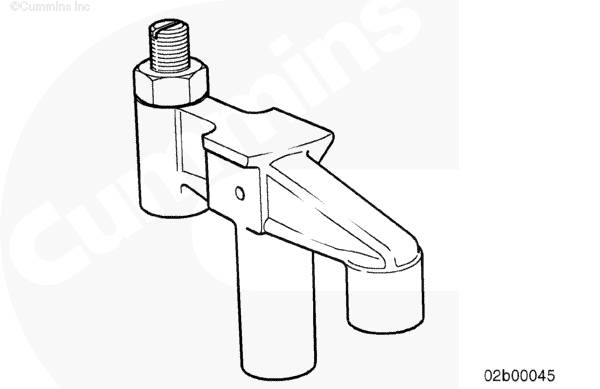
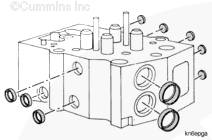
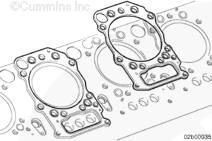
缸盖由灰口铁制造。采用独特的每缸两个进气门和两个排气门设计。缸盖中包含高效的冷却水套,改善了热负载燃烧面的冷却效果。 缸盖采用汽缸周围的 7 颗公制螺栓连接到缸体,还使用了 2 个较小的公制螺栓用于推杆腔。扭矩转角法用于拧紧 7 颗汽缸螺栓。直接扭矩法用于拧紧较小的推杆腔螺栓。 进气门和排气门及气门座由不同材料制成,并且所在进气与排气位置不可互换。 QSK78 的缸盖上没有气门转子。 进气门位于缸盖上左侧,而排气门位于缸盖上的右侧。这是 QSK78 发动机特有的设计。 缸盖密封垫密封所有机油、冷却液通道和螺栓孔的周围区域。QSK45 或 QSK60 发动机的缸盖密封垫不可互换。 QSK78 发动机采用带柄的可调跨接压板设计。
| |||
上次改进日期: 07-四月-2003
002-004 缸盖
目录
|
概述 | |||
|
准备步骤 | |||
|
拆卸 | |||
|
拆解 | |||
|
清洁和检查能否继续使用 | |||
|
磁力探伤检查 | |||
|
研磨 | |||
|
|
| ||
|
泄漏测试 | |||
|
组装 | |||
|
真空测试 | |||
|
安装 | |||
|
最后步骤 | |||
|
概述 |
TOC | ||||||||||||||||||||||||||
|
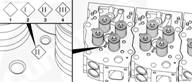
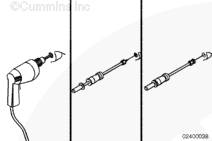
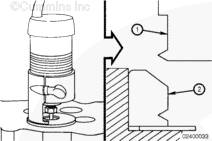
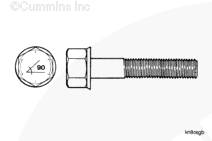
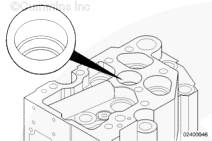
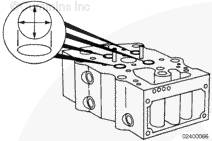
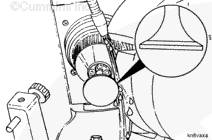
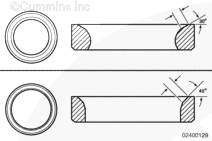
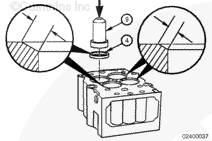
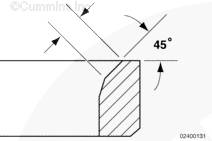
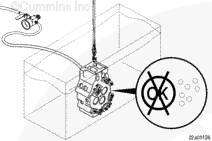
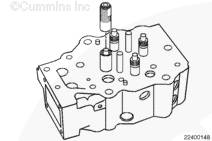
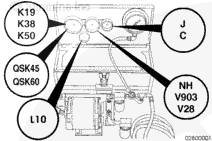
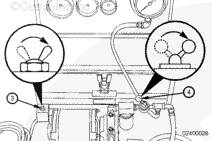
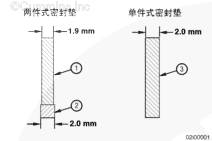
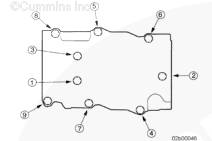
对于所有 K 和 QSK 缸盖,ReCon® 已经执行了新的压印代码。 印记为钻石形,位于缸盖摇臂侧的短端口排气门与长端口进气门之间。钻石形内的标记或没有标记表明喷油器密封件的规格。 空的钻石形表示 ReCon® 缸盖装备了标准尺寸的喷油器密封件。 在钻石形内有一个标记表示 ReCon® 缸盖装备了 0.25 mm [0.010 in] 的加大尺寸的喷油器密封件。 在钻石形内有两个标记表示 ReCon® 缸盖装备了 0.51 mm [0.020 in] 的加大尺寸的喷油器密封件。 在钻石形内有三个标记表示 ReCon® 缸盖装备了 0.76 mm [0.030 in] 的加大尺寸的喷油器密封件。K 和 QSK 系列发动机的缸盖使用不同的喷油器密封件。参考下表。
喷油器密封件标记 1. 标准 2. 0.010 加大尺寸 3. 0.020 加大尺寸 4. 0.030 加大尺寸。 | |||||||||||||||||||||||||||
|
准备步骤 |
TOC | ||||||||||
| |||||||||||

|
拆卸 |
TOC | |||||||
| ||||||||
|
拆解 |
TOC | ||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||
|
清洁和检查能否继续使用 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






|
磁力探伤检查 |
TOC | |||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||
|
研磨 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
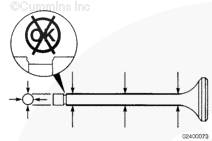
气门
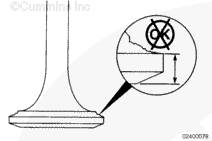
气门座
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
泄漏测试 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
组装 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
真空测试 |
TOC | |||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||


|
安装 |
TOC | |||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||
|
最后步骤 |
TOC | ||||||||
| |||||||||