English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska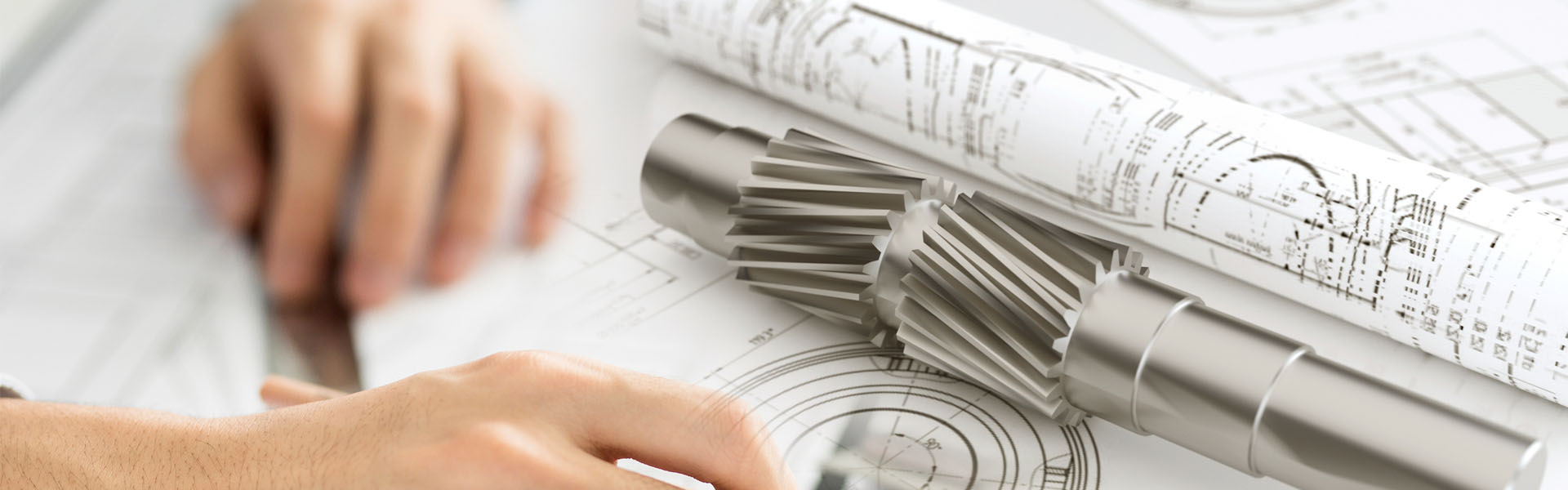
产品中心
康明斯B系列柴油发动机飞轮壳
![]()
康明斯B系列柴油发动机飞轮壳
康明斯B系列柴油发动机飞轮壳安装
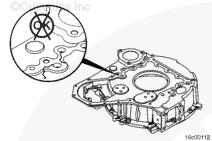
注: 安装飞轮壳之前,应确保所有齿轮室定位销位于拆卸飞轮壳时的相同位置。
|
该部件的重量达到或超过23 kg [50 lb]。为减小造******身伤害的可能***,请使用提升设备或在他人的帮助下提升此部件。 |
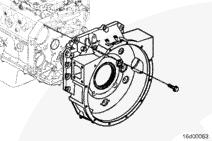
在导向销上安装飞轮壳。在 M12 安装螺栓后面安装新密封垫圈。将螺栓安装到拆卸时相同的位置。拆下导向销,然后安装余下的两颗螺栓。拧紧所有螺栓。
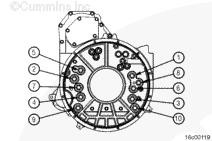
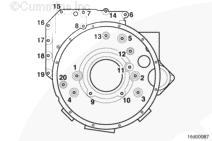
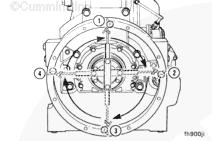
拧图示顺序分两步拧紧十颗 M16 飞轮壳安装螺栓。Torque Value: 100 n.m [74 ft-lb] 197 n.m [145 ft-lb]
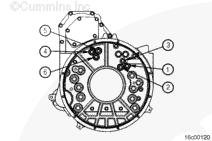
拧图示顺序拧紧六颗 M12 飞轮壳安装螺栓。扭矩值: 115 n.m [85 ft-lb]
注: 确保在每颗螺栓后面安装了一个密封垫圈,否测会出现机油泄漏。
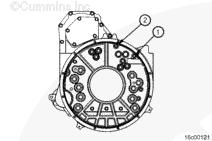
拧图示顺序拧紧两颗较长的 M10 飞轮壳安装螺栓。扭矩值: 47 n.m [35 ft-lb]
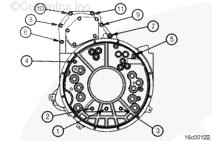
拧图示顺序拧紧 11 颗较短的 M10 飞轮壳安装螺栓。扭矩值: 47 n.m [35 ft-lb]
康明斯B系列柴油发动机飞轮壳测量
开始测量部分前阅读下面的信息。只有在更换飞轮壳(或后齿轮系发动机的后齿轮室)或对振动/定位故障进行故障诊断时,才能采取此步骤。安装原有飞轮壳时不需要测量孔定位或端面定位,除非先前修理中已拆卸或损坏齿轮室定位销。
康明斯B系列柴油发动机飞轮壳端面定位
|
千分表触头不能伸进螺孔里,否则将会损坏千分表 |
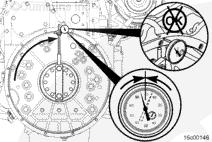
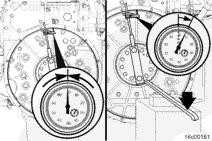
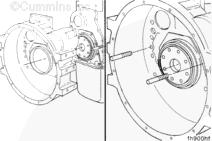
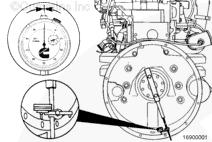
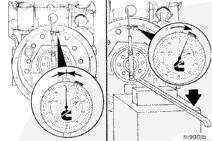
端面定位由计算的千分表总读数 (TIR) 确定。将千分表(零件号 3376050)连接到曲轴上。如图所示,使用安装工具(零件号 ST1325),将千分表连接在曲轴上。
注: 千分表可用多种方式安装,保持千分表加长杆刚硬,切勿松弛。如果加长杆松弛或千分表滑动,将无法得到精确的读数。
将千分表置于 12 点钟位置,并归零。
注: 每次测量时,必须向发动机前端推动曲轴以消除曲轴轴向间隙。

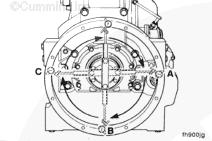
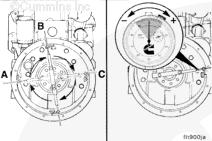
使用盘车工具(零件号 3163773)缓慢转动曲轴。记录在 3 点钟(A),6 点钟(B)和 9 点钟(C)位置时的读数。A、B、和 C 的值或正或负。

继续旋转曲轴,直到千分表到达 12 点钟位置。检查千分表,确认指针归零。如果不转动,则读数不正确,应重新进行此步骤。
确定千分表总读数 (TIR)。计算四个测量位置所得的最大测量值与最小测量值之差即可确定 TIR。在下图所示的范例中,TIR 应为:+ 0.08 mm - (-0.05 mm) = 0.13 mm,[+0.003 in - (-0.002 in) = 0.005 in]
|
示例 | ||
|
12 点钟 |
0.00 mm |
[0.000 in] |
|
3 点钟 |
+0.08 mm |
[+0.003 in] |
|
6 点钟 |
- 0.05 mm |
[- 0.002 in] |
|
9 点钟 |
+0.08 mm |
[+0.003 in] |
|
等于 TIR |
0.13 mm |
[0.005 in] |

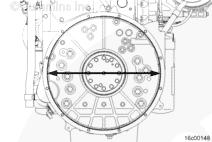
最大允许 TIR 由飞轮壳孔径决定。如果 TIR 超出技术规范,更换飞轮壳。
注: 对于后齿轮系发动机,后齿轮室也可能是造成 TIR 超出技术规范的原因。
|
后齿轮系发动机飞轮壳孔和端面跳动量 | ||||
|
SAE 编号 |
孔直径 |
最大 TIR | ||
|
mm |
in |
mm |
in | |
|
00 |
784.15 至784.65 |
30.990 至31.010 |
0.48 |
0.190 |
|
0 |
657.45 至647.95 |
25.490 至25.510 |
0.41 |
0.016 |
|
1/2 |
584.00 至584.40 |
22.992 至23.008 |
0.36 |
0.014 |
|
1 |
510.98 至511.38 |
20.117 至20.133 |
0.30 |
0.012 |
|
2 |
447.55 至447.81 |
17.620 至17.630 |
0.28 |
0.011 |
|
3 |
409.45 至409.71 |
16.120 至16.130 |
0.25 |
0.010 |
康明斯B系列柴油发动机飞轮壳飞轮孔定位
将千分表(零件号 3376050)连接到曲轴上。如图所示,使用安装工具(零件号 ST1325),将千分表连接在曲轴上。
注: 千分表可用多种方式安装,保持千分表加长杆刚硬,切勿松弛。如果加长杆松弛或千分表滑动,将无法得到精确的读数。
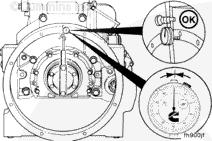
将千分表置于 6 点钟位置,并归零。
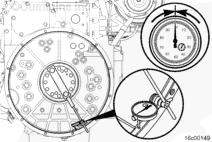
缓慢转动曲轴。记录 9 点钟、12 点钟和 3 点钟位置处的读数,并作为 A、B、和 C 记入同心度工作表。在 6 点钟位置核对零位。如果不为零,则读数不正确,应重新进行此步骤。A、B、和 C 的值或正或负。记录这些数值时参考附图确定正确的标记。
|
不要使曲轴超出已去除轴承间隙的位置。不要撬动飞轮壳。这些操作可能导致轴承间隙读数错误并造成发动机损坏。 |
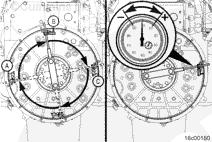
转动曲轴直到千分表在 12 点钟位置,并归零。使用撬棍抬高曲轴后部至最高位置。在同心度工作表中将此值记录为 D。此值为轴承垂直间隙调节量,且始终为正值。
根据说明创建一张同心度工作表,确定“总垂直量“和“总水平量“。
注: 图中同心度工作表列出的数值只用于举例,单位为英寸。实际测量的数值可能有所不同。
在同心度工作表中输入记录的 A、B、C、D 数值。总水平量等于 9 点钟位置的读数 (A) 减去 3 点钟位置的读数 (C)。总垂直量等于 12 点钟位置的读数 (B) 加上轴承间隙 (D)。
例如:6 点钟位置 = 基准值 = 0 9 点钟位置 = (A) = 0.004 12 点钟位置 = (B) = 0.003 3 点钟位置 = (C) = -0.002使用工作表和此例中的数字,总水平量的值 = 0.006,总垂直量的值 = 0.005。

注: 使用测量 SAE 1、2 和 3 飞轮壳相应的表。
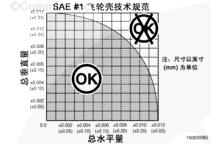
根据图示,在表的水平方向标记总水平量,垂直方向标记总垂直量。使用直尺,找到总水平量和总垂直量二者的交点。交点必须落在阴影区域内,才保证飞轮壳同心度符合技术规范。使用前例的总水平量和总垂直量,交点落在阴影区域内。因此,飞轮壳同心度符合技术规范。
注: 比较测量值时确保使用测量飞轮壳正确的千分表总读数 (TIR) 技术规范。
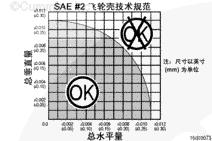
此表适用于 康明斯SAE 2 飞轮壳。
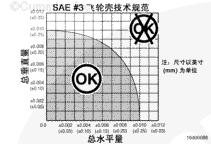
此表适用于 康明斯SAE 3 飞轮壳。
|
尝试重新定位飞轮壳时不得拆卸后齿轮室中的定位销。在缸体上定位后齿轮室时需要使用定位销,以获得正确的齿轮定位。齿轮定位不当会导致发动机损坏。 |
对于后齿轮系发动机,如果缸孔定位不符合技术规范,则:确定最近是否更换过飞轮壳、后齿轮室或缸体。如果更换了这些部件,则应拆卸并检查/更换部件。 如果最近没有更换过飞轮壳、后齿轮室或缸体,拆卸飞轮壳。检查后齿轮室与飞轮壳的安装表面。如果没有发现损坏,则应拆卸后齿轮室并检查缸体与后齿轮室的安装表面。
再次测量径向和端面跳动量。如果径向和端面跳动量不符合规范,松开飞轮壳螺栓。重新拧紧螺栓并且再次测量径向和端面跳动量。
康明斯飞轮壳安装
注: 安装飞轮壳之前,应确保所有定位销位于拆卸飞轮壳时的相同位置。
注: 以下步骤中要求使用的密封胶可能与生产发动机时使用的原厂密封胶有所不同。
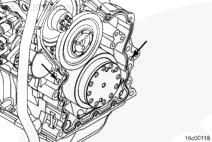
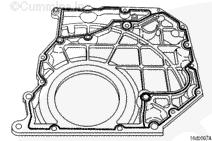
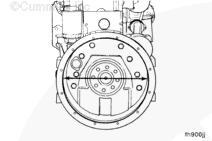
沿图示的轨迹,在飞轮壳的背面涂抹一圈宽 1.5 至 2.0 mm [0.06 至 0.08 in] 的 Cummins® 密封胶(零件号 3164070)。
注: 在涂上密封胶后的 10 分钟内安装齿轮室,否则密封胶不能正确密封。一旦安装上,让密封胶干燥 30 分钟,然后再运转发动机。
安装飞轮壳体和螺钉。
按图示顺序拧紧飞轮壳安装螺钉。Torque Value: M1049 n.m [36 ft-lb] Torque Value: M1285 n.m [63 ft-lb]
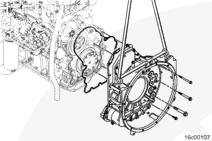
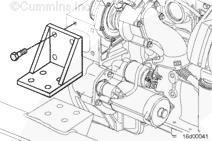
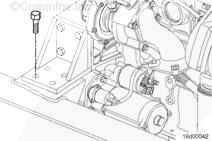
安装发动机后支架和螺钉。根据 OEM 技术规范拧紧。
注: 确保在拆卸的相同位置安装所有垫片或隔套。
放低发动机后部。安装发动机后悬置紧固件。根据 OEM 技术规范拧紧。从发动机后部移走提升工具或提升设备。
康明斯飞轮壳测量
|
使用维修工具(零件号 3824591)盘动发动机时,小心不要在飞轮壳上施加过大的侧向负载。否则会导致飞轮壳移动,引起测量读数失准。 |
注: 只有在更换飞轮壳(或后齿轮系发动机的后齿轮室)或对振动/定位故障进行故障诊断时,才能采取此步骤。安装原有飞轮壳时不需要测量孔定位或端面定位,除非先前修理中已拆卸环形定位销。
按照本步骤的安装部分安装飞轮壳,但不要拧紧螺栓。只需将螺钉拧紧至足以固定飞轮壳就位即可。维修技巧:对于后齿轮系发动机,安装新飞轮壳, 以检查飞轮壳孔定位和端面, 定位时,在这种为进行测量的安装之前不要在飞轮壳上涂抹密封胶。
康明斯飞轮壳端面定位
|
千分表触头不能伸进螺孔里,否则将会损坏千分表。 |
端面定位由计算的千分表总读数 (TIR) 确定。将千分表(零件号 3376050)连接到曲轴上。如图所示,使用安装工具(零件号 ST1325),将千分表连接在曲轴上。
注: 千分表可用多种方式安装,保持千分表加长杆刚硬,切勿松弛。如果加长杆松弛或千分表滑动,将无法得到精确的读数。
将千分表置于 12 点位置,并归零。
注: 每次测量时,曲轴必须推至发动机前端以消除曲轴轴向间隙。
使用 Cummins® 盘车工具(零件号 3824591)缓慢转动曲轴。记录在 3 点钟 (A),6 点钟 (B) 和 9 点钟 (C) 位置时的读数。A、B、和 C 的值或正或负。
继续旋转曲轴,直到千分表到达 12 点钟位置。检查千分表,确认指针归零。如果不行,则读数将不正确,应重新完成此步骤。
确定千分表总读数 (TIR)。计算四个测量位置所得的最大测量值与最小测量值之差即可确定 TIR。在下图所示的范例中,TIR 应为:+ 0.08 mm - (-0.05 mm) = 0.13 mm ,[+.003 in - (-0.002 in) = 0.005 in]
|
例如: | ||
|
12 点钟 |
0.00 mm |
[0.000 in] |
|
3 点钟 |
+0.08 mm |
[+0.003 in] |
|
6 点钟 |
- 0.05 mm |
[- 0.002 in] |
|
9 点钟 |
+0.08 mm |
[+0.003 in] |
|
等于 TIR |
0.13 mm |
[0.005 in] |
最大允许千分表总读数 (TIR) 由飞轮壳孔径决定。如果超出技术规范,更换飞轮壳。
注: 对于后齿轮系发动机,后齿轮室也可能是造成 TIR 不符合技术规范的原因。
|
后齿轮系发动机飞轮壳孔和端面跳动量 | ||||
|
SAE |
孔直径 |
千分表总读数最大值 | ||
|
零件号 |
mm |
in |
mm |
in |
|
3 |
409.45 到 409.71 |
16.120 到 16.130 |
0.40 |
0.016 |
康明斯飞轮孔定位
将千分表(零件号 3376050)连接到曲轴上。如图所示,使用安装工具(零件号 ST1325),将千分表连接在曲轴上。
注: 千分表可用多种方式安装,保持千分表加长杆刚硬,切勿松弛。如果加长杆松弛或千分表滑动,将无法得到精确的读数。
将千分表置于 6 点位置,并归零。
缓慢转动曲轴。记录 9 点钟、12 点钟和 3 点钟位置处的读数,并作为 A、B、和 C 记入同心度工作表。在 6 点钟位置核对零位。如果读数不为零,则读数将不正确,应重新完成此步骤。A、B、和 C 的值或正或负。记录这些数值时参考附图确定正确的标记。
|
不要使曲轴超出已去除轴承间隙的位置。不要撬动飞轮壳。这些操作可能导致轴承间隙读数错误并造成发动机损坏。 |
转动曲轴直到千分表在 12 点钟位置,并归零。使用撬棍抬高曲轴后部至最高位置。在同心度工作表中将此值记录为 D。此值为轴承垂直间隙调节量,且始终为正值。
如图所示创建一张同心度工作表,确定“总垂直量“和“总水平量“的数值。
注: 图中同心度工作表列出的数值只用于举例,单位为英寸。实际测量的数值可能有所不同。
在同心度工作表中输入记录的 A、B、C、D 数值。总水平量等于 9 点钟位置的读数 (A) 减去 3 点钟位置的读数 (C)。总垂直量等于 12 点钟位置的读数 (B) 加上轴承间隙 (D)。例如:6 点钟位置 = 基准值 = 0 9 点钟位置 = (a) = 0.004 ,12 点钟位置 = (b) = 0.003 ,3 点钟= (c) = (-0.002)使用工作表和此例中的数字,总水平量的值 = 0.006,总垂直量的值 = 0.005。
注: 使用所测量 SAE 2飞轮壳的相应图表。
根据图示,在表的水平方向标记总水平量,垂直方向标记总垂直量。用直尺寻找总水平和总垂直的交点。交点必须落在飞轮壳同心度要求的阴影区域内才符合技术规范。使用前例的总水平量和总垂直量,交点落在阴影区域内。因此,飞轮壳同心度符合技术规范。
注: 比较测量值时确保使用测量飞轮壳正确的千分表总读数 (TIR) 技术规范。
|
尝试重新定位飞轮壳时不得拆卸后齿轮室中的定位销。在缸体上定位后齿轮室时需要使用定位销,以获得正确的齿轮定位。齿轮定位不当会导致发动机损坏。 |
对于后齿轮系发动机,如果缸孔定位不符合技术规范,则:如果孔未按照技术规范对齐:确定最近是否更换过飞轮壳、后齿轮室或缸体。如果更换了这些部件,则应拆卸并检查/更换部件。 如果最近没有 更换飞轮壳、后齿轮室或缸体。拆下飞轮壳。检查后齿轮室与飞轮壳的安装表面。如果没有发现损坏,则应拆卸后齿轮室并检查缸体与后齿轮室的安装表面。