English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
产品中心
柴油发动机正时齿轮室盖安装的注意事项技术规格

约翰迪尔John Deere强鹿柴油发动机前正时齿轮齿隙的调整方法
1. 从正时齿轮盖上卸下凸轮轴齿轮检修盖。(请参阅第040 章的“拆卸正时齿轮室盖”。)
2. 从汽缸盖上卸下摇臂罩盖。(请参阅第 020 章的“拆卸和安装摇臂罩盖”部分。)
重要提示: 调整正时齿轮齿隙前应该完整安装摇臂总成。
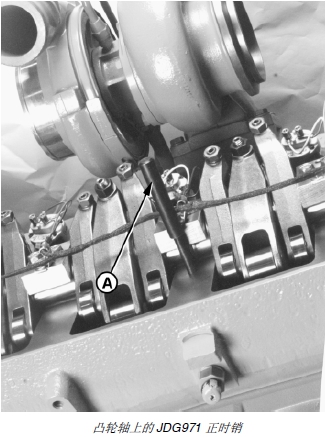
3. 用 JDG820 飞轮旋转工具 (B) 旋转发动机,将凸轮轴锁定在 1 号压缩冲程上止点,直到 JDG971 正时销(A) 完全啮合在凸轮轴的正时槽 (D) 里。旋转发动机时,通过凸轮轴正时销镗孔观看凸轮轴正时凸缘来确定合适的正时槽。当正时销插入槽 (D) 时,双正时槽(E) 大约在 11 点的位置(从发动机后面看)。这样能使发动机锁定在 1 号汽缸压缩冲程的上止点。一号汽缸上的进气和排气摇臂应松弛。
重要提示: 旋转发动机飞轮时,在凸轮轴正时凸缘上的双槽在接近时钟 11 时位置(从发动机后端看)前,禁止将正时销完全插入汽缸体曲轴正时孔内,以避免曲轴配重使正时销弯曲。
4. 卸下塞子,并将第二个 JDG971 正时销 (C) 插入缸体右手侧的曲轴正时孔里。用 JDG820 旋转工具前后旋转发动机飞轮,直到正时销 (C) 进入曲轴配重块的正时槽里。
A- JDG971 正时销
B- JDG820 飞轮旋转工具
C- JDG971 正时销
D- 单正时槽
E- 双正时槽
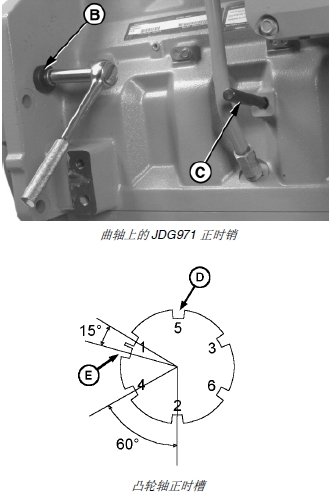
在这个区域里,曲轴驱动齿轮的键槽应该在 12 点位置,拆下减震器后可以看见。这是 1 号汽缸压缩冲程的上止点。它还带有安装在凸轮轴上的正时销和曲轴槽,这将保证凸轮轴与曲轴的正时在技术规格范围内。
5. 拧松所有 6 个凸轮轴齿轮固定座带帽螺钉。
6. 拧松三个上惰轮轴瓦支座带帽螺钉 (B),这样就可以用手移动支座了。为了便于组装不要拧松不必要的带帽螺钉。
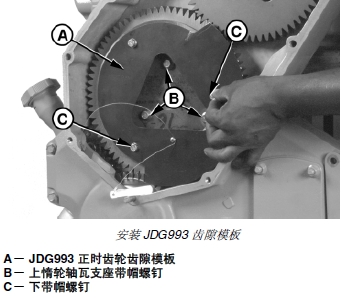
注意: 模板的上孔比较大,适合安装上带帽螺钉。这可以确保安装时模板位于正确的位置。
7. 从上惰轮止推盘上卸下下面两个带帽螺钉 (C),如图所示装上 JDG993 正时齿轮轮隙模板 (A)。
技术规格
上惰轮止推盘带帽螺钉-初始扭矩. . . . . 35 牛顿米(26 磅- 英尺)
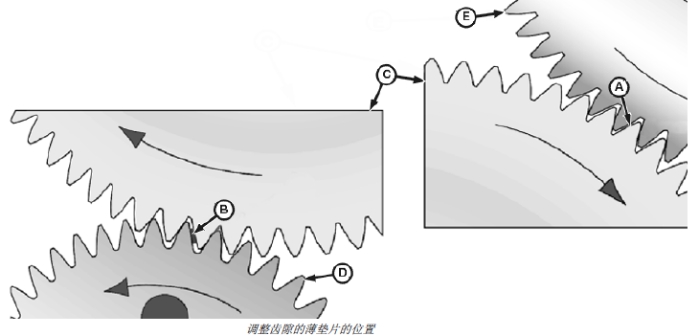
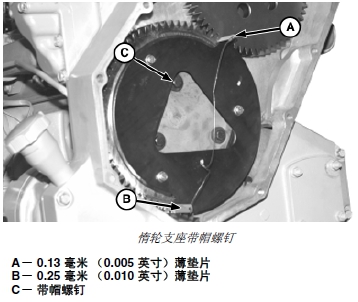
A- 0.13 毫米(0.005 英寸)薄垫片
B- 0.25 毫米(0.010 英寸)薄垫片
C- 惰轮
D- 油泵齿轮
E- 凸轮轴齿轮
8. 如图所示,将薄垫片(A 和 B)安放在紧靠齿隙模板上翼片的一侧(未加载的)。另外,薄垫片也要放在啮合最深的齿轮齿之间。
• 在惰轮和凸轮轴齿轮齿隙之间使用 0.13 毫米(0.005 英寸)薄垫片 (A)。
• 在惰轮和油泵齿轮齿隙之间使用 0.25 毫米(0.010英寸)薄垫片 (B)。
技术规格
凸轮轴齿轮与上惰轮-齿隙. . . . . . 0.13 毫米(0.005 英寸)
油泵齿轮与上惰轮-齿隙. . . . . . . . 0.25 毫米(0.010 英寸)
重要提示: 拧紧惰轮带帽螺钉之前或之后一定要塞紧齿轮齿之间的两片薄垫片。
9. 齿轮的重量会将惰轮和支座总成固定在薄垫片(A 和B)之间,因此两个薄垫片绷得很紧,不会从齿轮齿上掉下来。
10. 依次卸下三个惰轮支座的带帽螺钉 (C),并涂抹上LOCTITE® 242 螺纹固定和密封剂。重新安装并按技术规格拧紧。
技术规格
上惰轮止推盘带帽
螺钉-初始扭矩. . . . . 35 牛顿米(26 磅- 英尺)
齿轮齿间的两个薄垫片必须固定牢靠。
11. 按照技术规格拧紧惰轮支座的带帽螺钉。
技术规格
上惰轮止推盘带帽
螺钉-最终扭矩. . . . . 35 牛顿米(26 磅- 英尺)
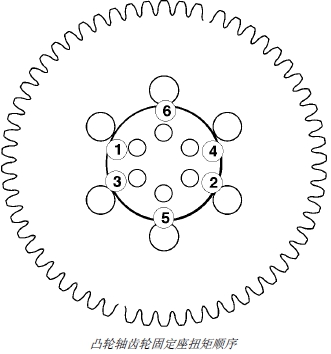
12. 按照图中所示顺序依次卸下曲轴弹簧上的 6 个带帽螺钉,并涂上 LOCTITE® 242 螺纹紧固密封剂。重新安装并按技术规格拧紧。
技术规格
凸轮轴齿轮固定座与凸轮轴-最终扭矩. . 100 牛顿米(74 磅- 英尺)
13. 然后,根据图中的顺序按技术规格拧紧带帽螺钉。
技术规格
凸轮轴齿轮固定座与凸轮轴-二次扭矩. 150 牛顿米(110 磅- 英尺)
14. 最后,根据图中的顺序按技术规格拧紧带帽螺钉。
技术规格
凸轮轴齿轮固定座与凸轮轴-最终扭矩. 150 牛顿米(110 磅- 英尺)
15. 卸下惰轮止推盘下面两个带帽螺钉和齿隙模板,旋转发动机飞轮,卸下薄垫片。将这两个带帽螺钉涂上LOCTITE® 242 螺纹固定和密封剂。重新安装并按技术规格拧紧。
技术规格
上惰轮止推盘带帽螺钉-最终扭矩. . . . . 35 牛顿米(26 磅- 英尺)