 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
产品中心
康明斯船用电控发动机维修手册--k38调压力--K38发动机喷油器分解图--k38柴油发动机保养计划--k38康明斯喷油器安装 康明斯柴油电喷故障讲解DVD光盘
![]()
康明斯船用电控发动机维修手册--k38调压力--K38发动机喷油器分解图--k38柴油发动机保养计划--k38康明斯喷油器安装--- 康明斯柴油电喷故障讲解DVD光盘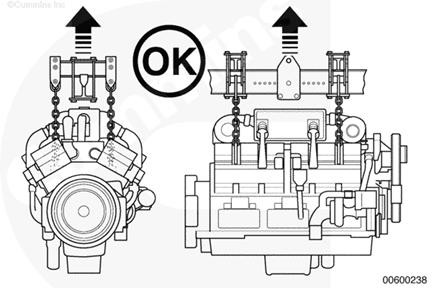
更换康明斯发动机的步骤随发动机型号、设备类型、选装设备和大修设备的不同而不同。以下步骤仅用做指导。
注: 不是所有拆卸和更换步骤都适用于所有设备类型。只需要完成适用于该设备的步骤。根据 OEM 的建议和预防措施,拆下和安装接近发动机所需的底盘上的部件。
这些步骤适用于所有康明斯QSK38、K38、QSK50 和 K50 发动机。示例显示的是康明斯KTA38 发动机。示例与 KTTA38、KTA50 和 KTTA50 发动机之间的差异包含在说明中。发动机型号之间的差异是由于应用类型、发动机上选装的设备以及发动机的生产年度造成的,这些都包含在说明中。忽略那些不适用于重装的发动机的步骤。
说明中也包括了所有重量超过 23 kg [50 lb] 的部件或总成的注意事项。提升该部件时,为了避免人身伤害,应当使用提升设备或求助于他人。
康明斯柴油发动机解体:
本步骤中的说明按照解体康明斯发动机的逻辑顺序进行组织。这并非是用于解体发动机的唯一顺序。某些零件必须按指明的顺序进行拆卸。在非常熟悉发动机之前请使用这一顺序。
废弃所有密封垫、密封件、软管、滤清器和 O 形圈。只在进行故障分析需要这些零件时才保留它们。
拆卸这些零件时,用标志、标签或标记记录它们的位置。该操作有助于将来识别那些涉及到故障分析的零件,并对组装步骤有所帮助。
从发动机上拆下所有专用设备之前,将其贴上标志、标签或进行拍照。该发动机总成步骤不包括专用选装设备的安装。
拆卸某些零件时需要用力。需要用力时必须使用锤子。用力之前必须将所有紧固件拆下。
解体过程中尽量避免污垢。额外污垢的积累使部件更佳难于清洁。
组装:
本步骤假定所有的部件和总成都已经经过清洁、更换和大修,正准备安装在发动机上。
扭矩值列示在每个步骤中。如果没有指定扭矩值,则利用第 V 节中的步骤 018-009 中列出的技术规范表确定正确的扭矩值。
很多密封垫和 O 形圈利用吸收机油的材料制作而成。接触机油后,这些密封垫会扩大,提供紧密的密封。只使用推荐的接触粘合剂或植物油安装这些零件。
如果没有指定螺栓长度,使用第 V 节中的技术规范中的公式确定正确的螺栓长度。使用比列出的螺栓更长的螺栓会对发动机造成损坏。
康明斯缸体 — 综述
康明斯K38 和 K50 发动机的凸轮轴和齿轮都有一个凸轮轴用于右排,一个凸轮轴用于左排。凸轮轴有所不同。这两个凸轮轴旋转方向相反,汽缸间距不同。康明斯K38 和 K50 发动机的凸轮轴齿轮和止推轴承板相同。发动机左右排的凸轮轴齿轮不同。凸轮轴和凸轮轴齿轮上的“R“或“RB“标记表示发动机右排,“L“或“LB“标记表示发动机左排。务必检查各个零件的信息以确保安装了正确的零件。
康明斯K2000E、K1800E、KTA50-G3、KTA50-G4 和 KTTA50-G2 发动机的凸轮轴有重大的设计改动。优化后的喷油器孔(加高升程)缩短喷油持续时间的同时还提高了燃烧效率。气门正时优化后进一步提高了发动机效率。
凸轮轴齿轮有指示标记。发动机组装过程中需要使用这些标记才能将凸轮轴穿过凸轮轴惰齿轮放到相对于凸轮轴的正确位置。齿轮侧的指示标记必须放在凸轮轴凸轮的相对方向上。
序列号大于 33101470 的发动机左排需要使用加长的凸轮轴。这些发动机都有一个连接缸体的油道,可使机油从凸轮轴孔后部流回曲轴箱。这个油道阻止油压向前推动凸轮轴,从而可以预防凸轮轴止推轴承损坏。该设计要求用一个齿轮轴盖板连接凸轮轴孔与机油道。如果在旧式缸体上安装了加长的凸轮轴,必须在左排后凸轮轴孔中加装一个凸轮轴衬套(总共两个)。这要求修改凸轮轴盖才能连接一个柔性软管。该软管随后必须连接到左排后凸轮轴随动件盖上。这个凸轮轴随动件盖也必须加以修改才能连接柔性软管。
通过使用不同的凸轮轴键来调整喷油器正时。键的选择改变凸轮轴凸轮相对于凸轮轴齿轮上正时标记的位置。要改变喷油器正时,必须拆卸齿轮。
康明斯凸轮轴轴向间隙取决于凸轮轴和止推轴承板之间的间隙。调整凸轮轴轴向间隙时,必须拆下凸轮轴齿轮。
有些发动机的凸轮轴齿轮有一个用来安装齿圈的安装孔。该齿圈设计用于驱动海水(原水)泵。
拆卸康明斯凸轮轴齿轮时,不必拆下凸轮轴。使用凸轮轴齿轮拉拔工具组件(零件号 3376400)。 两个可翻转爪必须从齿轮中间指向相反的方向。
康明斯喷油器或气门凸轮损坏或磨损的凸轮轴必须进行更换。康明斯公司建议不要对凸轮轴凸轮进行研磨。
所有康明斯 K 系列发动机上都已推出修改后的宽凸轮式凸轮轴。凸轮轴设计采用的气门和喷油器凸轮轴凸轮比以前的凸轮轴凸轮宽 4.16 mm [0.164 in]。
修改后的宽凸轮式凸轮轴与旧设计可以互换。
康明斯K38 和 K50 发动机采用三种不同的连杆。这三种连杆完全可以互换,也可以安装在同一台发动机上。
第一种的连杆与连杆盖间有两个定位销环。这种连杆有一个平衡垫。
第二种的连杆与连杆盖间有四个定位销。这种连杆的连杆和连杆盖上各有一个平衡垫。
第三种增加了材料来提高连杆的刚性。于 1991 年推出,首台发动机序列号为 33116117。
康明斯K38 和 K50 发动机使用两种不同的连杆轴承。现有轴承的挤压力比以前轴承的大。不要在同一连杆上混用新旧两种轴承。新旧轴承可以安装在同一台发动机上。通过轴承背面的零件号即可识别出轴承。不要在同一连杆上混用不同零件号的轴承。
有维修用加大尺寸的连杆轴承可供选用。这些轴承只是内径尺寸加大。
由于新轴承挤压力的增加,提高了连杆螺栓的扭矩技术规范。为避免发生混淆,也提高了使用旧轴承的连杆上的螺栓扭矩。
可以测量连杆螺栓来确定紧固螺栓时取得的伸长量。可以使用维修工具测量伸长量。发动机组装步骤中涉及进行此测量的步骤。
注: 推荐使用螺栓伸长量测量法,而不是扭矩测量法。
康明斯连杆衬套在装入连杆后再进行加工。不提供加工后的替换衬套。除非能够加工衬套到精确的公差,否则不要拆卸衬套。
康明斯K38 和 K50 发动机上的所有曲轴都有螺栓固定式配重。务必确保标出配重在曲轴上的位置。配重都是不可互换的。配重安装在错误的位置会导致失衡状态,从而可能导致曲轴发生故障。如果必须更换任何曲轴上的配重,必须重新调整曲轴的平衡。
现有曲轴和配重都有一个开口环定位销,用以确定曲轴上配重的位置。以前的曲轴和配重在两个零件间形成干涉配合。旧件与现有零件不可互换。参考本步骤中的曲轴零件号改进表。
修改后的 K50 发动机切削螺纹式曲轴的曲轴前端有一个直径减小的螺栓孔分布圆,于 1989 年 9 月推出,首台发动机序列号为 33116494。
这种曲轴类型的推出后,当更换曲轴时,还必须更换使用这些螺栓孔连接到曲轴上的所有零件。
康明斯K2000E、K1800E、K1500E 和 K38M2 发动机曲轴的前端有一个直径为 77.47 mm [3.050 in] 的螺栓孔分布圆。前端螺纹滚压而成,不同于早期 K50 发动机曲轴上的切削加工。
康明斯K50 发动机滚压螺纹式曲轴有一个直径减小的螺栓孔分布圆,适用于高马力发动机,于 1991 年 11 月推出,首台发动机序列号为 33120859。
修改后的曲轴推出后用在所有 K38 发动机的生产上。该曲轴于 1997 年 1 月推出,首台发动机序列号为 33136496(发动机序列号为 33136521、33136528 和 33136558 的发动机除外)。该曲轴的曲轴前端有一个直径减小的螺栓孔分布圆,用以提高耐用性。这些曲轴其中一部分的螺纹采用滚压成形。
以前的曲轴目前仍保有,仅限维修用途。
注: 推荐对发生曲轴前端故障的发动机应用只要是需要更换曲轴就更新为直径减小的螺栓孔分布圆 (RBC) 式曲轴。
有些老式康明斯KT38 和 KTA38 发动机制造后曲轴有经过喷丸强化的内圆角。(参考曲轴零件号改进表) 喷丸强化式曲轴通过连杆和主轴颈内圆角中粗糙的灰色表面即可识别出来。轴颈表面平滑,有着明亮的光泽。内圆角外观灰暗,无磨床线迹象。如果使用磨床将带有经过喷丸强化的内圆角的轴颈加工成减小尺寸,必须再次进行曲轴喷丸强化处理,否则只能将其安装在 KT38 发动机上。
有些老式康明斯KTA50 发动机的曲轴有经过喷丸强化的内圆角。(参考曲轴零件号改进表)。如果使用磨床将主轴承轴颈或连杆轴承轴颈加工成减小尺寸,只要是再次安装曲轴就必须进行曲轴喷丸强化处理。
修改后的曲轴齿轮于 1994 年 1 月在 K50-G2/G3/G4 发动机上推出(首台发动机序列号 33126578)并于 1994 年 6 月在其它发动机上推出(首台发动机序列号为 33127694)。
修改后的齿轮之间可以互换,但必须与以下零件一起整套使用:
修改后的右排水泵惰齿轮
修改后的左排凸轮轴惰齿轮。
正确进行曲轴内圆角喷丸强过处理所需的过程控制至关重要。推荐只能由康明斯公司批准的站点进行喷丸强化处理。 下面列出康明斯公司批准的站点
|
Paul Feld |
J. Neu |
|
Metal Improvement Company |
Metal Improvement Company |
|
3239 East 46th Street |
18683 South Miles Road |
|
Vernon,California,U.S.A. 90058 |
Warrensville Heights,Ohio,U.S.A. 44128 |
|
Bernard Kiefer |
Jeff Meister |
|
Metal Improvements |
Metal Improvements, Inc. |
|
Alfred Noble Strasse |
5791 Creek Road |
|
Unna,West Germany |
Blue Ash,Ohio,U.S.A. 45242 |
|
H. Thom |
T. Kering |
|
Metal Improvement Company |
Metal Improvement Company |
|
678 Winthrop |
280 Adams Boulevard |
|
Addison,Illinois,U.S.A. 60101 |
Farmingdale,L.I.,New York,U.S.A. |
|
11735 | |
|
W. Classon |
M. Claude Diepart |
|
Metal Improvement Company |
Zone Industrielle |
|
276 Osmaston Road |
D'Amilla |
|
Derby, England |
45200 Montargis |
|
France | |
|
J. Covelli |
E. Friedman |
|
Metal Improvement Company |
472 Barrell Avenue |
|
5801 North 94th Street |
Carlstadt,New Jersey,U.S.A. 07072 |
|
Milwaukee,Wisconsin,U.S.A. 53225 |
本表所示为康明斯 K38 和 K50 发动机曲轴零件号改进过程和内圆角处理方法。
|
发动机 |
Bare 曲轴零件号 |
带配重的曲轴 |
备注 |
|
K38 |
206220 |
AR12380 |
内圆角未经处理;前端短;前齿轮台阶窄;要求使用零件号为 207593 的减振器接头;新的或重新打磨后的曲轴仅适用于 KT 发动机 |
|
K38 |
3004688 |
3005849 |
内圆角未经处理;前端短;前齿轮台阶宽;要求使用零件号为 207593 的减振器接头;重新打磨后的曲轴适用于 KT 或 KTA 发动机;零件号替换为 3005598 |
|
注:以下所有曲轴均有长前端和宽前齿轮台阶。 | |||
|
K38 |
3004689 |
3005598 |
内圆角未经处理;重新打磨后的曲轴适用于 KT 或 KTA 发动机;零件号替换为 3015577 |
|
K38 |
3040090 |
3040092 |
内圆角经完全淬硬处理;通过船级社认证;零件号替换为 3176427 |
|
K38 |
3014252 |
3014254 |
内圆角未经处理;重新打磨后的曲轴仅适用于 KT 发动机 |
|
K38 |
3015332 |
3015333 |
内圆角经喷丸强化处理;重新打磨后未经喷丸强化处理的曲轴仅适用于 KT 发动机 |
|
K38 |
3015576 |
3015577 |
内圆角经完全淬硬处理;零件号替换为 3176424 |
|
K38 |
3175680 |
3175630 |
内圆角未经处理;通过劳埃德船级社认证;仅限维修用途;重新打磨后的曲轴适用于 KT 或 KTA 发动机;零件号替换为 3015577 |
|
K38 |
3177162 |
3177163 |
内圆角经完全淬硬处理;0.254 mm [0.010 in] 减小尺寸的 ReCon®;零件号替换为 3176431;新的或重新打磨后的曲轴适用于 KT、KTA 和 KTTA 发动机 |
|
K38 |
3176423 |
3176424 |
内圆角经完全淬硬处理;新配重联接设计;新的或重新打磨后的曲轴适用于 KT、KTA 和 KTTA 发动机 |
|
K38 |
3176427 |
3176428 |
内圆角经完全淬硬处理;通过船级社认证;新配重设计;新的或重新打磨后的曲轴适用于 KT、KTA 和 KTTA 发动机 |
|
K38 |
3176431 |
3176432 |
内圆角经完全淬硬处理;0.254 mm [0.010 in] 减小尺寸的 ReCon®;新配重联接设计;新的或重新打磨后的曲轴适用于 KT、KTA 和 KTTA 发动机 |
|
K50 |
3004690 |
3011430 |
内圆角经喷丸强化处理;必须在重新打磨后进行喷丸强化处理;零件号替换为 3019356 |
|
K50 |
3019355 |
3019356 |
内圆角经完全淬硬处理;零件号替换为 3176425;重新打磨后的曲轴适用于 KTA 和 KTTA 发动机;零件号替换为 3176426 |
|
K50 |
3040091 |
3040093 |
内圆角经完全淬硬处理;通过船级社认证;零件号替换为 3176429;重新打磨后的曲轴适用于 KTA 和 KTTA 发动机;零件号替换为 3176430 |
|
K50 |
3175690 |
3175640 |
内圆角经喷丸强化处理;通过劳埃德船级社认证;必须在重新打磨后进行喷丸强化处理;零件号替换为 3019356 |
|
K50 |
3176425 |
3176426 |
内圆角经完全淬硬处理;新配重联接设计;重新打磨后的曲轴适用于 KTA 和 KTTA 发动机;零件号替换为 3179926 |
|
K50 |
3176429 |
3176430 |
内圆角经完全淬硬处理;通过船级社认证;新配重联接设计;重新打磨后的曲轴适用于 KTA 和 KTTA 发动机 |
|
K50 |
3176433 |
3176434 |
内圆角经完全淬硬处理;0.254 mm [0.010 in] 减小尺寸的 ReCon®;新配重联接设计;重新打磨后的曲轴适用于 KTA 和 KTTA 发动机 |
|
K50 |
3177165 |
3177166 |
内圆角经完全淬硬处理;0.254 mm [0.010 in] 减小尺寸的 ReCon®;零件号替换为 3176433;重新打磨后的曲轴适用于 KTA 和 KTTA 发动机 |
|
K50 |
3179925 |
3179926 |
内圆角经完全淬硬处理;加大直径的前端螺栓孔分布圆;配重用定位销固定到位;曲轴前端采用滚压螺纹;适用于最大马力 1600 hp 的发动机;零件号替换为 3626832 |
|
K50 |
3179927 |
3179928 |
内圆角经完全淬硬处理;通过船级社认证;加大直径的前端螺栓孔分布圆;配重用定位销固定到位;曲轴前端采用滚压螺纹;适用于最大马力 1600 hp 的发动机;零件号替换为 3626835 |
|
K50 |
3069782 |
3626832 |
内圆角经完全淬硬处理;配重用定位销固定到位;减小直径的螺栓孔分布圆;适用于最大马力 2000 hp 的发动机;零件号替换为 3627642 |
|
K50 |
3626834 |
3626835 |
内圆角经完全淬硬处理;通过船级社认证;配重用定位销固定到位;减小直径的螺栓孔分布圆;适用于最大马力 2000 hp 的发动机 |
|
K50 |
3627643 |
3627642 |
内圆角经完全淬硬处理;配重用定位销固定到位;曲轴前端采用滚压螺纹;减小直径的螺栓孔分布圆;适用于最大马力 2000 hp 的发动机;零件号替换为 3629276 |
|
K50 |
3628873 |
3629276 |
内圆角经完全淬硬处理;配重用定位销固定到位;曲轴前端采用滚压螺纹;减小直径的螺栓孔分布圆;修改了钻头刃配置;适用于最大马力 2000 hp 的发动机 |
|
K38 |
3630059 |
不可用 |
内圆角经完全淬硬处理;配重用定位销固定到位;采用切削螺纹;减小直径的螺栓孔分布圆;适用于船用 M2 额定功率的发动机;适用于船级社批准的应用类型。 |
|
K38 |
3630057 |
3630060 |
内圆角经完全淬硬处理;配重用定位销固定到位;采用切削螺纹;减小直径的螺栓孔分布圆;适用于船用 M0、M1 额定功率的发动机;适用于船级社批准的应用类型。 |
|
K38 |
3630072 |
3630075 |
内圆角经完全淬硬处理;配重用定位销固定到位;曲轴前端采用滚压成形螺纹;减小直径的螺栓孔分布圆;适用于 K1500E 的发动机。 |
|
K38 |
3630073 |
3630076 |
内圆角经完全淬硬处理;配重用定位销固定到位;采用切削螺纹;减小直径的螺栓孔分布圆。 |
连杆轴颈必须要先放在上止点 (TDC) 位置才可以拆卸活塞和连杆总成。
所有康明斯K38 和 K50 发动机曲轴的前端和后端都各有一个定位销或滚销。该销能保证减振器、曲轴接头与飞轮正确对准。这些零件必须与曲轴对准,因为它们上面都有调整气门和喷油器时需要用到的指示标记。
可提供加大尺寸的主轴承和止推轴承以便于使用。当一根轴颈需要重新研磨时,康明斯公司建议重新研磨所有主轴颈或连杆轴颈。
康明斯K38 和 K50 发动机曲轴后部使用两种不同的曲轴齿轮。当发动机没有后齿轮驱动总成时,安装窄齿轮。当发动机有后齿轮驱动总成时,安装宽齿轮。当发动机没有后齿轮驱动总成时,也可以安装宽齿轮。窄齿轮如果在有后齿轮驱动的发动机上就会发生故障。窄齿轮不可维修。
减振器用于控制曲轴的扭曲或扭转振动。减振器设计用于特定的发动机型号。康明斯K38 和 K50 发动机上只能使用硅油式减振器。
现场修理减振器不经济。如果检查发现减振器有故障,则应安装新减振器或大修后的减振器。
粘性减振器使用寿命有限定。减振器在使用 24,000 小时后必须进行更换。
康明斯K38 和 K50 发动机的硅油减振器上都有调整气门和喷油器时需要用到的标记。曲轴有一个定位销或滚销,必须将其与减振器中正确的孔对准。有些 K50 发动机有两个减振器。
减振器/皮带轮不同的联接方法有:
从 1974 年到 1984 年 1 月生产的发动机的减振器位于曲轴与曲轴皮带轮之间。如果用减小直径的螺栓孔分布圆 (RBC) 式曲轴更换这些发动机上的曲轴,所有安装在曲轴前端的零件(包括减振器)都必须进行更换。
1983 年 1 月后生产的发动机(首台发动机序列号为 33111414)的曲轴前端减振器安装位置上方压装有一个接头。这些发动机的曲轴皮带轮在安装时使用与曲轴接头相同的安装螺栓。所有安装在曲轴前端的零件都必须进行更换。减振器安装到接头上,不需要进行更换。
减振器螺栓扭矩于 1988 年 11 月(首台发动机序列号 33115031)从 630 减小到 555 N•m [465 到 409 ft-lb]
康明斯K2000E 和 K1800E 发动机使用两个标准硅油减振器。这两个减振器在每次发动机大修时或使用 12,000 小时后必须进行更换。
康明斯K2000E 发动机于 1989 年 4 月(首台发动机序列号 33115583)删除了双减振器配置,替换为单高速减振器。
Teflon® (PTFE) 轴承减振器已在 KV 发动机上推出。使用 PTFE 轴承减振器目的在于提高高负载系数应用类型所使用的减振器的使用寿命。除了轴承配置和零件号以外,PTFE 减振器与尼龙减振器完全一样,可以完全互换。
|
旧尼龙涂层减振器零件号 |
修改后的 PTFE 轴承减振器零件号 |
首台发动机生产序号 |
生效日期 |
|
3032731 |
3626721 |
33115657 |
1989 年 2 月 17 日 |
|
3032732 |
3626722 |
33116414 |
1989 年 9 月 8 日 |
|
3036848 |
3626723 |
33115603 |
1989 年 3 月 10 日 |
|
3036849 |
3626724 |
33115646 |
1989 年 3 月 16 日 |
康明斯K38 和 K50 发动机使用两种不同的减振器安装方法。对于 1983 年或之前生产的发动机(首台 K38 发动机序列号为 33108025,首台 K50 发动机序列号为 33108028),减振器用固定曲轴皮带轮的螺栓固定在曲轴皮带轮与曲轴之间。对于 1983 年后生产的发动机(首台 K38 发动机序列号为 33108026,首台 K50 发动机序列号为 33108029),减振器固定在一个与曲轴压配合的接头上。固定曲轴皮带轮的螺栓穿过该接头。
如果压配合模式有两个减振器,第二个减振器则安装在曲轴皮带轮法兰上。这些修改后的设计改变了曲轴皮带轮的长度。修改后的设计还改变了风扇皮带轮上楔槽的位置。为了帮助皮带定位,也修改了风扇驱动系统的其它零件。确保进行发动机前部改动时这个区域的其它皮带轮与曲轴皮带轮对齐。提供的这些零件是为了正确安装皮带轮。
对于康明斯 KTA50 - 1500 rpm 发电机组发动机(1991 年 2 月生产,首台发动机序列号为 33120853),单高速减振器替换为双低速减振器。
为了延长使用寿命,12 减振垫式减振器替换了 6 减振垫式减振器(惯性环上的 Teflon® 减振垫)
|
旧 6 减振垫式减振器零件号 |
修改后的 12 减振垫式减振器零件号 |
首台发动机生产序号 |
生效日期 |
|
3626723 |
3628651 |
33124145 |
1993 年 4 月 1 日 |
|
3626724 |
3628652 |
33124177 |
1993 年 4 月 5 日 |
|
3626721 |
3628649 |
33124180 |
1993 年 4 月 5 日 |
|
3626722 |
3628950 |
33124204 |
1993 年 4 月 8 日 |
康明斯齿轮室与缸体间的密封垫不需要使用密封垫密封胶或润滑脂。这个密封垫的设计使其在接触发动机机油或其它石油基产品时会变大。
有些旧式康明斯K38 发动机有一个干涉曲轴拆卸的前齿轮室。可以修改这些旧式齿轮室,以便在不拆卸齿轮室的情况下拆卸曲轴。
已经修改了用于使前齿轮室盖和齿轮室与缸体对准的定位销。新式发动机有一个主定位销和一个长度为 63.5 mm [2.50 in] 的菱形定位销。旧式发动机有两个主定位销和两个长度为 25.4 mm [1.00 in] 的菱形定位销。
当解体发动机时,检查定位销的配置类型。如果不更换缸体,不要改变定位销配置类型。新齿轮室盖和齿轮室可以与任一种定位销配置类型同时安装。新缸体中定位销孔的深度为 15.00 mm [0.590 in]。旧式缸体中定位销孔的深度为 9.88 mm [0.389 in]。不能加大旧缸体中定位销孔的深度。
现有齿轮室盖和齿轮室中定位销孔的直径比以前齿轮室盖和齿轮室中的定位销孔大。如果要将以前齿轮室盖或齿轮室安装在现有缸体上,齿轮室盖和齿轮室中的定位销孔必须要铰成加大尺寸。主定位销孔必须要铰成直径为 15.900 到 15.925 mm [0.626 in 到 0.627 in]。菱形定位销孔必须要铰成直径为 15.925 mm 到 15.950 mm [0.627 in 到 0.628 in]。如果没有铰孔,齿轮室盖和齿轮室在用力压过新式定位销时可能会断裂。
有些发动机序列号在 33110672 到 33110855 的发动机生产后使用现有缸体及加深的定位销孔和缩短的定位销。如果要从这些发动机上拆卸前齿轮室盖,必须检查定位销超出前齿轮室的突出量。如果主定位销没有突出齿轮室外,用长度为 38.1 mm [1.50 in] 的定位销(零件号 70662)更换壳体中的 25.4 mm [1.00 in] 定位销。如果菱形定位销没有突出齿轮室外,拆卸两个 25.4 mm [1.00 in] 定位销。将一个长度为 13 mm [0.50 in] 的定位销(零件号 148584)装入缸体。然后再安装两个长度均为 25.4 mm [1.00 in] 的菱形定位销。
康明斯K38 和 K50 发动机使用两种不同的前齿轮室盖。船用发动机上的齿轮室盖上有固定海水(原水)泵的孔。这种齿轮室盖用在有些建筑用发动机上,只是用盖板替代泵。可以通过这些孔拆卸凸轮轴和凸轮轴齿轮。
修改后的前齿轮室盖于 1987 年 3 月在没有液压泵驱动能力的发动机上推出(首台发动机序列号为 33112185)。
活塞只能成套提供。组件包括活塞、活塞销和两个固定环。
康明斯K38 和 K50 系列发动机上已推出了各种活塞,从原装标准活塞到偏置活塞销式活塞现在均已在产。下面列出了所使用的活塞历史记录及各种特性:
标准化后的 K 优质活塞 (L12) 铸件于 1988 年 7 月推出。 这个铸件与早期 (L4) 铸件的区别有:
修改后的活塞环槽。L12 活塞的活塞环槽位置全都相同。
活塞顶阳极氧化。减小了经过阳极氧化的活塞顶面积。
石墨涂层。活塞裙增加了石墨涂层。这个涂层使活塞裙的颜色比以前的活塞暗的多。
机油排放孔。改变了回油孔的形状和深度,这样油孔不再延伸到活塞内部。机油现在通过铸件的油道回流到活塞裙控油环下面的区域。
销孔。增加了活塞销孔内径。滑动配合活塞销孔新尺寸为 60.942 mm [2.3993 in] 到 60.952 [2.3997 in]。当两个零件温度相同时,活塞销在活塞销孔中形成滑动配合。安装活塞销之前无须加热活塞。如果活塞销不能装入销孔,检查孔壁上有无毛刺或弯折。如果活塞不能进入销孔,不要加热活塞。此外,活塞销孔失圆。销孔在水平上(与活塞环槽平行)可以比垂直轴上(与活塞环槽垂直)最多大 0.071 mm [0.0028 in]。
标准化后带加厚镍合金镶圈的活塞(L13 铸件)于 1989 年 1 月推出。这些活塞具有上述 L12 铸件的所有特性,同时还有用以降低剥离程度的加厚镍合金镶圈。为了在同一台发动机上像以前的活塞一样使用 L13 活塞,切去了活塞裙内侧的一部分材料。切去材料会使活塞裙过量弯曲,造成活塞裙开裂。L13 活塞必须经过现场技术更新 8922。
新式 K 优质(L15 或 L13+)活塞于 1989 年 10 月推出。这些活塞具有 L12 和 L13 铸件的所有特性,同时为防止开裂活塞裙内侧增加了材料。
零件号改进过程
|
零件说明 |
以前的零件号(158L4 铸件) 所有型号 |
标准化后的零件号(158L12 铸件) 所有型号 |
标准化后带加厚镍合金镶圈(158L13A1 铸件) |
K 优质(158L13 + A1 铸件)(158L15A1 铸件) |
偏置活塞销式活塞零件号(158L15A1 铸件) |
|
(活塞)活塞组件 |
(3032197) 3801398 |
(3178357) 3803267 |
(3068038) 3803267 |
(3070708) 3803316 |
(3096680) 3631246 |
|
(活塞)活塞组件 |
(3032462) 3801438 |
(3178357) 3801398 |
(3068038) 3803267 |
(3070708) 3803316 |
(3096680) 3631246 |
|
(活塞)活塞组件 |
(3036074) 3801436 |
(3178358) 3801436 |
(3068037) 3803266 |
(3070707) 3803315 |
(3096681) 3631245 |
|
(活塞)活塞组件 |
(3036073) 3801437 |
(3178359) 3801437 |
(3068036) 3803265 |
(3070706) 3803314 |
(3096682) 3631244 |
|
(活塞)活塞组件 |
(3178997) 3803149 |
(3065339) 3803149 |
(3068032) 3803263 |
(3070703) 3803312 |
(3096685) 3631241 |
|
(活塞)活塞组件 |
(3036072) 3801439 |
(3178360) 3801439 |
(3068035) 3803264 |
(3070705) 3803313 |
(3096683) 3631242 |
|
(活塞)活塞组件 |
(3070704) 3803617 |
(3096684) 3631243 |
以下发动机采用油道冷却式活塞:康明斯K2000E、K1800E、K1500E、K38M2 和 K50M2 来降低活塞环槽区的活塞温度。顶活塞环有一个镍合金托架。不要在康明斯K2000E、K1800E、K1500E、K38M2 和 K50M2 发动机上使用标准活塞。不要在未经配置使用油道冷却式活塞的发动机上使用这种活塞。
油道冷却式活塞的活塞底面有两个加工开口,为活塞环槽区后面的油道提供供油和回油通路。
通过活塞顶上的箭头即可识别出偏置活塞销式活塞。安装活塞时必须使箭头朝向发动机前部(减振器端)。
注: K2000E、K1800E、K1500E、K50M2 和 K38M2 发动机不使用偏置活塞销式活塞。
这可以提供一个识别出康明斯 K 系列 158L13A1 活塞与其它 K 活塞的方法,即安装在发动机上时只能看到活塞底部。当没有安装活塞时,可以查看零件号进行识别。
只在发动机上没有安装全套的 158L13A1 活塞并且历史记录缺失或者 158L13A1 活塞安装的汽缸没有文件记录的情况下提供这个资料。
可以通过活塞裙的外观识别出 158L4 活塞与稍后供应的活塞(158L12 + A1、158L12 + A2 和 158L13A1)。158L4 活塞的活塞裙不像 158L12 和 158L13 系列活塞那样有黑色的石墨涂层。158L4 活塞的活塞裙有一个明亮的铝材外观。
活塞铸件零件号位于活塞顶的下面。活塞安装后很难看到这个零件号,因为连杆盖住了标记。取决于使用的光线、查看角度及设备可达性,有些情况下可以看到这个零件号。零件号的 “158LXX+“ 部分压印在活塞顶下面的左侧上。零件号的 “A+“ 部分压印在活塞顶下面的右侧上。
当看不到 “158LXX“ 零件号时,有三种区分 158L12 系列活塞与 158L13A1 系列活塞的方法。
日期代码
活塞裙肋的外观
铸件中沉孔与圆周的间距
日期代码:
日期代码位于活塞裙内侧上。日期代码是用数字代表月份的天数,用按照字母顺序的字母代码代表月份,用一个数字代表发动机生产的日历年份最后一位数字。
例如:
“9 A 9“ 表示 1989 年 1 月 9 日。 不用字母 “I“ 表示代表月份的字母代码。
|
具体活塞活塞设计的日期代码如下: | ||
|
158L12 + A1 |
25 G 8 到 4 L 8(1988 年 7 月 25 日到 1988 年 11 月 4 日) | |
|
158L12 + A2 |
7 L 8 到 10 A 9(1988 年 11 月 7 日到 1989 年 1 月 10 日) | |
|
158L13A1 |
9 A 9 到 8 J 9(1989 年 1 月 9 日到 1989 年 9 月 8 日) | |
|
158L13 + A1 |
2 K 9 到当前日期(1989 年 10 月 2 日到当前日期) | |
|
注:该标记已改为“158L15“。 | ||
请注意,158L12 + A2 与 158L13A1 日期代码有一天重叠。
只有 158L13A1 活塞必须经过现场技术更新 8922。
158L13 + A1 和 L15 是 158L13A1 的指定替换活塞。
活塞裙肋外观:
158L13A1 活塞上可以看到的活塞裙肋外观比 158L12 + A2 突出很多,而且更长一些。
有时可以用手指感觉到肋外观的差别。如果在 158L12 系列活塞用手指从活塞裙底部穿过肋区移到活塞顶,会感觉到活塞厚度较为一致。如果在 158L13A1 活塞上进行此触摸步骤,会感觉到肋突出很多。如果用手指从活塞肋移到活塞顶,会感觉到厚度减小幅度相当大。
铸件沉孔与圆周的间距:
活塞裙内侧有一个加工的沉孔。158L12 系列活塞上铸件的这个沉孔与圆角的间距比 158L13A1 系列活塞的大的多。
擦去活塞内侧的油迹。使用小量度。158L12 系列活塞上该间距约为 8 mm [5/16 in]。158L13A1 系列活塞上该间距约为 3 mm [1/8
|
活塞兼容性 | |||||||
|
13.5:1 压缩比:活塞零件号: |
3022946 |
3036072* |
3178360* |
3070705* |
3096683* |
||
|
3022946 |
是 |
否 |
否 |
否 |
否 |
||
|
3036072* |
否 |
是 |
是 |
是 |
是 |
||
|
3178360* |
否 |
是 |
是 |
是 |
是 |
||
|
3070705* |
否 |
是 |
是 |
是 |
是 |
||
|
3096683* |
否 |
是 |
是 |
是 |
是 |
||
|
13.8:1 压缩比:活塞零件号: |
3024594* |
3932462* |
3032197* |
3178357* |
3070708* |
3096680* |
|
|
3024594* |
是 |
是 |
否 |
是 |
是 |
是 |
|
|
3032462* |
是 |
是 |
否 |
是 |
是 |
是 |
|
|
3032197* |
否 |
否 |
是 |
是 |
是 |
是 |
|
|
3178357* |
是 |
是 |
是 |
是 |
是 |
是 |
|
|
3070708* |
是 |
是 |
是 |
是 |
是 |
是 |
|
|
3096680* |
是 |
是 |
是 |
是 |
是 |
是 |
|
|
13.9:1 压缩比:活塞零件号: |
3177590* |
3178997* |
3065339* |
3070703* |
3096685* |
||
|
3177590* |
是 |
是 |
是 |
是 |
是 |
||
|
3178997* |
是 |
是 |
是 |
是 |
是 |
||
|
3065339* |
是 |
是 |
是 |
是 |
是 |
||
|
3070703* |
是 |
是 |
是 |
是 |
是 |
||
|
3096685* |
是 |
是 |
是 |
是 |
是 |
||
|
14.5:1 压缩比:活塞零件号: |
206740 |
3004730 |
3028124 |
3036073* |
3178359* |
3070706* |
3096682* |
|
206740 |
是 |
是 |
否 |
否 |
否 |
否 |
否 |
|
3004730 |
是 |
是 |
是 |
是 |
是 |
是 |
是 |
|
3028124 |
否 |
是 |
是 |
否 |
否 |
否 |
否 |
|
3036073* |
否 |
是 |
否 |
是 |
是 |
是 |
是 |
|
3178359* |
否 |
是 |
否 |
是 |
是 |
是 |
是 |
|
3070706* |
否 |
是 |
否 |
是 |
是 |
是 |
是 |
|
3096682* |
否 |
是 |
否 |
是 |
是 |
是 |
是 |
|
15.5:1 压缩比:活塞零件号: |
207330 |
3007750 |
3026270 |
3036074* |
3178358* |
3070707* |
3096681* |
|
207330 |
是 |
否 |
否 |
是 |
是 |
是 |
是 |
|
3007750 |
否 |
是 |
是 |
否 |
否 |
否 |
否 |
|
3026270 |
否 |
是 |
是 |
否 |
否 |
否 |
否 |
|
3036074* |
是 |
否 |
否 |
是 |
是 |
是 |
是 |
|
3178358* |
是 |
否 |
否 |
是 |
是 |
是 |
是 |
|
3070707* |
是 |
否 |
否 |
是 |
是 |
是 |
是 |
|
3096681* |
是 |
否 |
否 |
是 |
是 |
是 |
是 |
|
15.7:1 压缩比:活塞零件号: |
3070704* |
3096684* |
|||||
|
3070704* |
是 |
是 |
|||||
|
3096684* |
是 |
是 |
|||||
|
*K 优质活塞 | |||||||
修改后的油道式铬制活塞顶环用于延长汽缸的使用寿命,于 1990 年推出。 顶环的结构特点是环的表面上有一个铬制嵌入油道,替代以前的旧顶环。修改后的活塞顶环与以前的设计可以在一台发动机上混用并且完全可以互换。
对于油道冷却式活塞,顶环(压缩环)和底环(控油环)与所有其它 K38 和 K50 发动机上所使用的一样。中间环有一个矩形横截面。
下面介绍康明斯K38 和 K50 系列发动机的惰轮轴和凸轮轴惰齿轮资料。惰齿轮衬套装入齿轮后再进行加工。不作为维修件提供加工后的替换衬套。
康明斯K38 和 K50 发动机使用两种不同的惰齿轮轴。两个凸轮轴惰轮轴完全相同(水泵惰齿轮轴不同)。所有三个惰轮轴都用螺栓固定在缸体中。
锻制惰轮轴于 1988 年 11 月(首台发动机序列号 33113433)推出,用以替换以前所有的惰轮轴。
加强的止推轴承固定垫圈于 1988 年 2 月推出(首台发动机序列号 33113693)。
已改动了惰轮轴的安装件。现有发动机以及为了使用修改后的水泵惰轮轴而经过修改的发动机均有一个法兰座螺栓。这些发动机都有一个厚度为 6.1 mm [0.240 in] 的止推轴承固定垫圈。所有三个惰轮轴上都有法兰座和加厚的固定垫圈。修改后的螺栓和垫圈必须按照以下方法进行紧固:
拧紧惰轮轴安装螺栓至 290 N•m [215 ft-lb]。
松开螺栓(回转 360° — 1 圈)。
拧紧到 290 N•m [215 ft-lb]。
|
修订后的螺栓扭矩值 | ||
|
说明 |
N•m |
ft-lb |
|
不带法兰头的螺栓,所有位置 |
250 |
185 |
|
法兰头凸轮轴惰轮螺栓 |
290 |
215 |
现有螺栓和以前的螺栓都为 SAE 8 级。 以前的发动机上一个法兰最少有一个螺栓。固定垫圈的厚度为 4.2 mm [0.164 in]。如果安装了旧零件,必须拧紧旧螺栓至 250 N•m [185 ft-lb]。推荐用新件更换旧螺栓和垫圈。旧螺栓和垫圈不能与新水泵惰轮轴安装在一起。
如果安装了现有螺栓和固定垫圈,螺栓头与前齿轮室盖的间隙必须充足。使用一个长直尺。将直尺放在安装后的前齿轮室上,使直尺接触与前齿轮室盖相连的齿轮室表面。测量直尺与安装后的惰轮轴螺栓端部的间距。在前齿轮室盖相应区域重复此测量。如果间隙不够,切去盖上足够的材料,留出间隙即可。如果旧式发动机上安装了新零件,必须在所有三个惰轮轴上进行该检查。
已修改了水泵惰齿轮惰轮轴。右排水泵齿轮修改了轮齿截面,于 1994 年 1 月在 K50-G2/G3/G4 发动机上推出(首台发动机序列号 33126578)并于 1994 年 6 月在其它发动机上推出(首台发动机序列号 33127694)。 这个齿轮与以前的齿轮可以互换,但必须与修改后的曲轴齿轮和修改后的左排凸轮轴惰齿轮一起使用才能充分利用修改后的轮齿截面。参考第 2 节中的步骤 001-061(凸轮轴惰轮惰轮轴)。
已改动了水泵惰轮轴。新式发动机的轴在装入缸体孔中的轴段上加大了轴的外径。为了使用新轴加大了缸体中的孔。如果体中的惰齿轮孔损坏,为了使用新轴加工缸体时必须提高加工深度。可以使用维修工具加工缸体。在装入惰齿轮衬套的轴段上外径不变。
200kw康明斯柴油发电机组刚启动几分钟就熄火怎样解决,东风发动机ISDe185-30故障难发动,康明斯MTA11G2柴油机喷油器行程调整,康明斯是一缸一盖吗,康明斯QSX15ECM模块,康明斯QSM11发动机运行一段时间后转速下降机油压力降低,康明斯柴油发动机打车发动机里面咣咣响动打不着,