 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
产品中心
康明斯ISM、ISMe和QSM11柴油发动机维修手册之缸盖的拆卸安装与标准的维修技术参数
康明斯ISM、ISMe和QSM11柴油发动机维修手册之缸盖的拆卸安装与标准的维修技术参数
准备步骤

带 EGR
WARNING
蓄电池可能有易爆***气体逸出。为降低人身伤害的可能***,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能***,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 排放冷却系统。参考第 8 节中的步骤 008-018。
- 断开蓄电池。参考第 13 节中的步骤 013-009。
- 拆卸进气管和进气歧管。参考第 10 节中的步骤 010-023。
- 拆下涡轮增压器。参考第 10 节中的步骤 010-033。
- 拆下摇臂室盖。参考第 3 节中的步骤 003-011。
- 拆下发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 拆卸发动机制动放油管(如果配备)。
- 从摇臂室壳体前方的 Metric-Pack™ 12 针接头上拆下锁紧螺钉,并分离接头。
- 拆下固定卡箍螺钉的发动机内部导线线束。
- 将连接发动机内部导线线束与燃油喷油器的 Deutsch™ 2 针接头断开。
- 断开发动机内部导线线束。
- 拆卸推杆或推管。参考第 4 节中的步骤 004-014。
- 拆下摇臂总成。参考第 3 节中的步骤 003-009。
- 拆下跨接压板。参考第 3 节中的步骤 003-009。
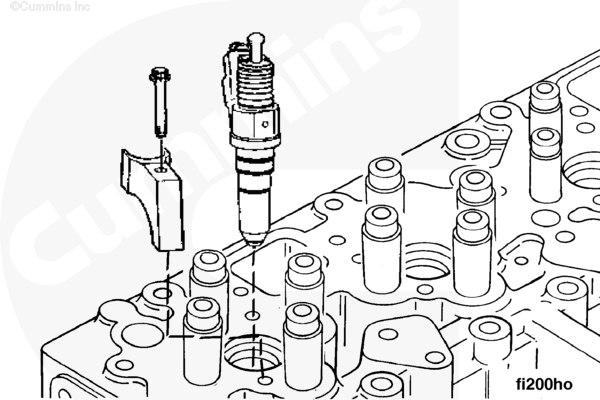
- 拆下喷油器。参考第 6 节中的步骤 006-026。
- 从 EGR 混合器上拆下空气压缩机供气管。参考第 12 节中的步骤 012-109。
- 拆下 EGR 压差传感器线束和传感器。参考第 19 节中的步骤 019-370。 此步骤在《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)中提供。
- 从线束上断开排气压力传感器。参考第 19 节中的步骤 019-376。 此步骤在《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)中提供。
- 断开 EGR 压差传感器。参考第 11 节中的步骤 011-026。
- 断开 EGR 排气压力传感器管。参考第 11 节中的步骤 011-027。
- 拆卸 EGR 混合器和空气管道总成。参考第 11 节中的步骤 011-021。
- 拆卸 EGR 连接管。参考第 11 节中的步骤 011-025。
- 拆下水歧管。参考第 8 节中的步骤 008-061。
- 拆下 EGR 冷却器排放管。参考第 11 节中的步骤 011-031。
- 拆下 EGR 冷却器冷却液回流管和供应管。参考第 11 节中的步骤 011-019。
- 拆卸 EGR 阀。参考第 11 节中的步骤 011-022。
- 拆卸 EGR 冷却器。参考第 11 节中的步骤 011-019。
- 断开缸盖排放管。
- 拆下摇臂室。参考第 3 节中的步骤 003-013。
- 拆卸排气歧管。参考第 11 节中的步骤 011-007。
- 从缸盖上拆下燃油管。参考第 6 节中的步骤 006-024。
- 拆下风扇毂。参考第 8 节中的步骤 008-036。
- 拆下风扇。参考第 8 节中的步骤 008-040。
- 将发动机控制模块 (ECM) 接头从 ECM 上断开。参考第 6 节中的步骤 006-006。
- 拆下 CM870 ECM 安装支架。参考第 19 节中的步骤 019-031。此步骤见《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)。
- 拆下制冷剂压缩机和安装支架。

不带 EGR 系统
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 排放冷却系统。参考第 8 节中的步骤 008-018。
- 断开蓄电池。参考第 13 节中的步骤 013-009。
- 拆卸进气管和进气歧管。参考第 10 节中的步骤 010-023。
- 拆下曲轴箱呼吸器(如果配备)。参考第 3 节中的步骤 003-001。
- 拆下涡轮增压器。参考第 10 节中的步骤 010-033。
- 拆下摇臂室盖。参考第 3 节中的步骤 003-011。
- 拆下发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 拆卸摇臂室后端 Metric-Pack™ 12 针接头的锁紧螺钉,并分离接头。
- 拆下固定卡箍螺钉的发动机内部导线线束。
- 从连接发动机内部导线线束与燃油喷油器的 Deutsch™ 2 针接头上拆下锁紧螺钉。
- 从发动机上拆下内部发动机导线线束。
- 拆卸推杆或推管。参考第 4 节中的步骤 004-014。
- 拆下摇臂总成。参考第 3 节中的步骤 003-009。
- 拆下跨接压板。参考第 3 节中的步骤 003-009。
- 拆下喷油器。参考第 6 节中的步骤 006-026。
- 拆下摇臂室。参考第 3 节中的步骤 003-013。
- 拆下涡轮增压器。参考第 10 节中的步骤 010-033。
- 拆卸排气歧管。参考第 11 节中的步骤 011-007。
- 从缸盖上拆下燃油管和空气压缩机管。
- 拆下风扇毂。参考第 8 节中的步骤 008-036。
- 拆卸冷却风扇。参考第 8 节中的步骤 008-040。
- 拆下所有需要拆卸的支架和卡箍。
拆卸
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
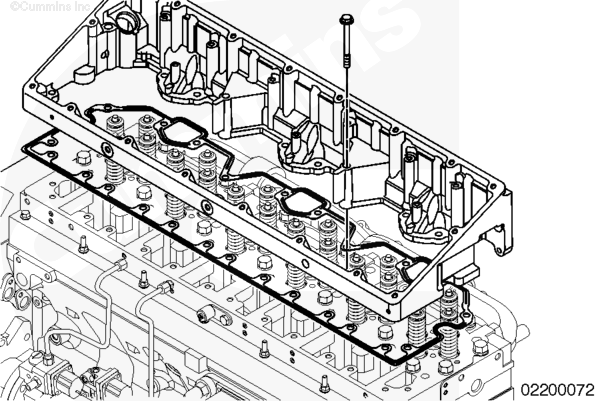
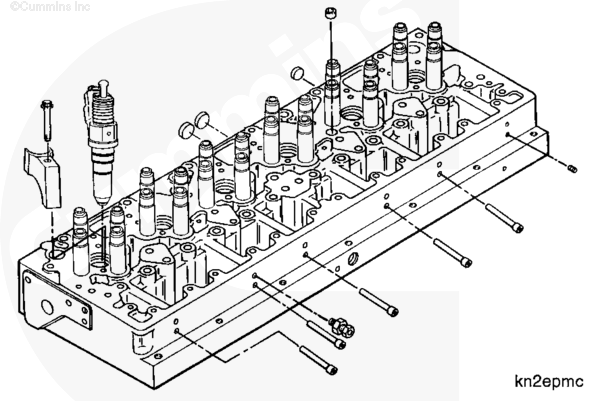
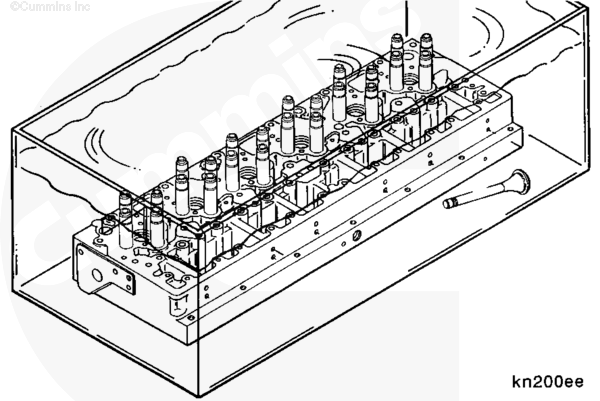
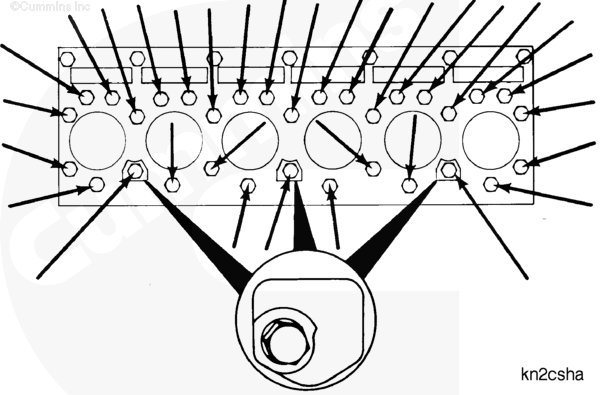
拆卸发动机燃油泵侧七个 12 角缸盖螺钉。
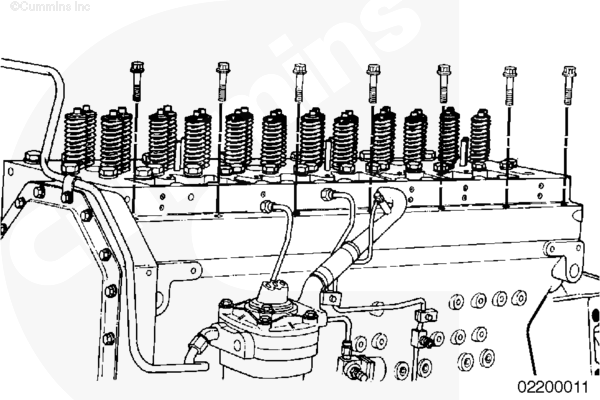
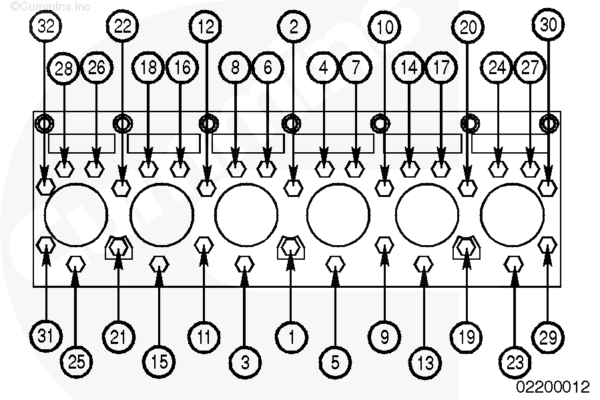
按图示顺序拆卸其余的 32 个缸盖螺钉。
进气端口内有三个螺钉。
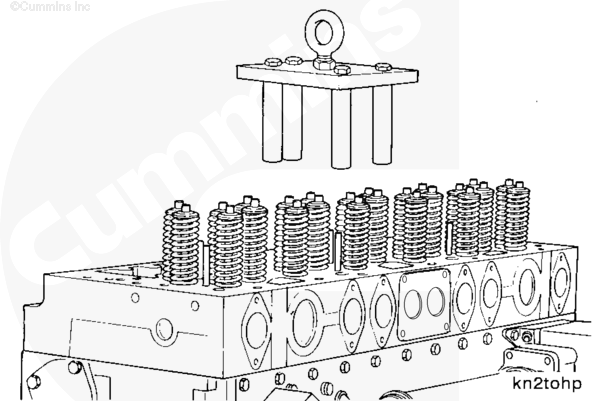
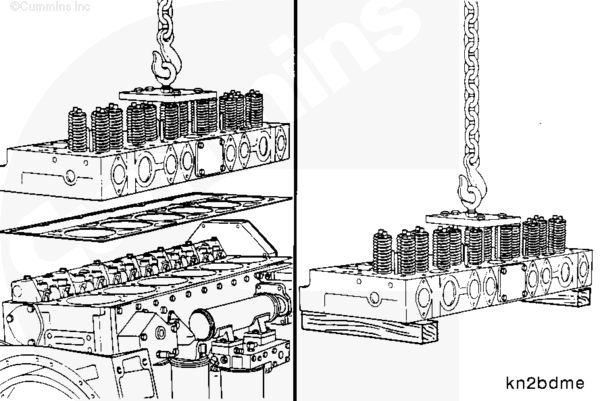
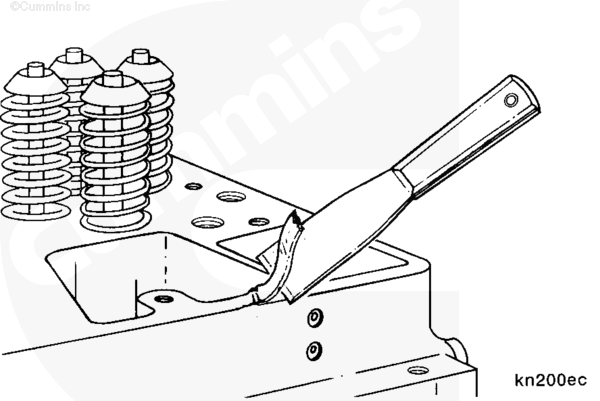
用两只摇臂支架安装螺钉和两只长的摇臂室安装螺钉安装零件号为 3822479 的缸盖吊耳。
拧紧螺钉。
CAUTION
将缸盖放在木块上,以防损坏燃烧面。
使用吊车或液压臂拆卸缸盖。
拆下缸盖密封垫。
泄漏测试
检查气门有无泄漏或烧损迹象。如果发现泄漏或烧损迹象,必须重新加工气门和气门座表面。
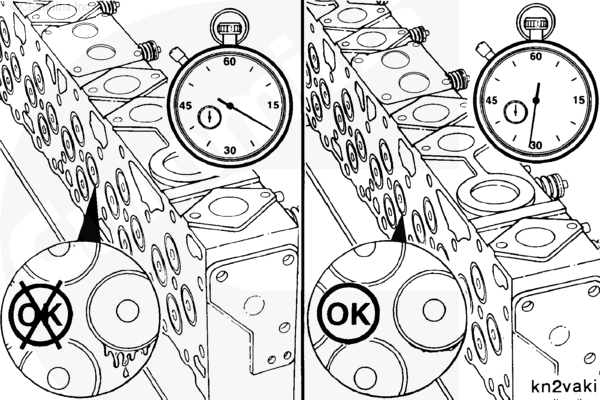
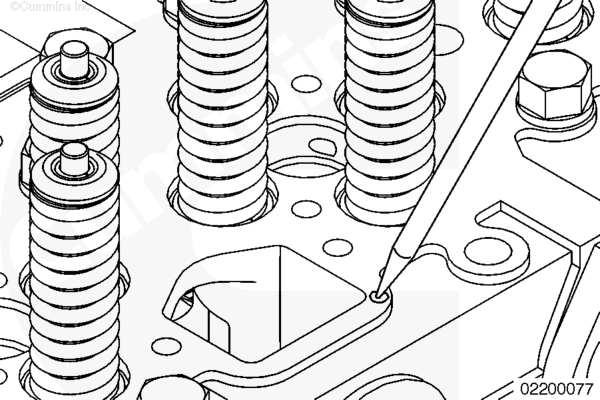
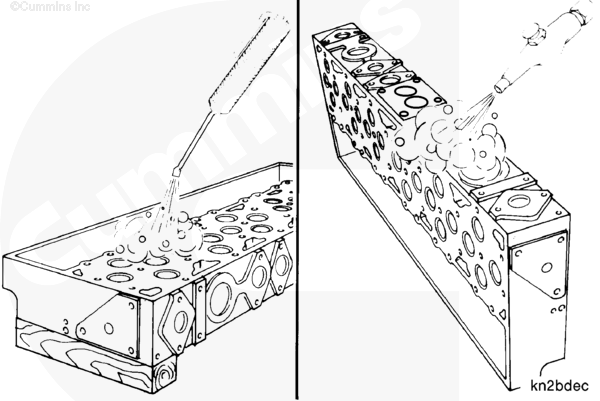
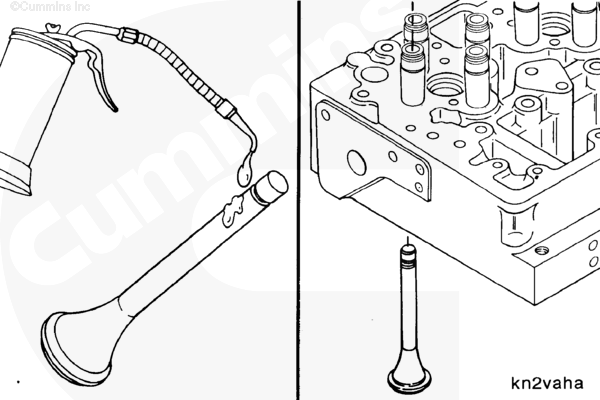
测试缸盖是否损坏。使排气口朝上放下缸盖。向一个排气口注入燃油,直到注满为止。放下燃油罐并开始计时。

若 30 秒内有一滴燃油滴出或沿缸盖表面流出,则表明排气门和气门座的表面必须重新加工。
如果 30 秒内没有燃油滴沿缸盖表面流下,则排气门可接受。
对所有 6 个气缸重复此过程。
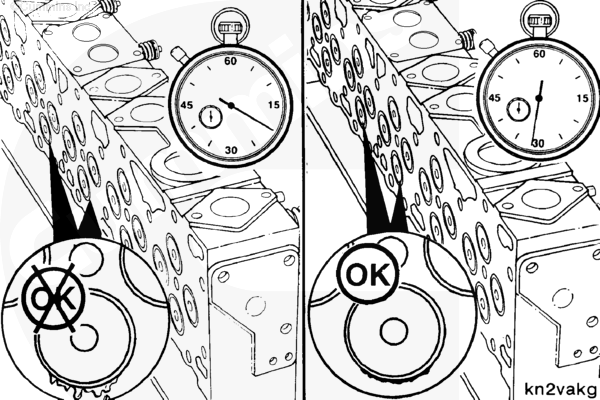
向一个进气口注入燃油,直到注满为止。放下燃油罐并开始计时。
M 系列缸盖上的每个进气端口都向 4 个进气门(两个气缸)供应燃油。

若 30 秒内有一滴燃油滴出或沿缸盖表面流出,则表明进气门和气门座的表面必须重新加工。
如果 30 秒内没有燃油滴沿缸盖表面流下,则进气门可接受。
对所有 6 个气缸重复此过程。
只要有进气门或排气门未通过测试,所有气门和气门座表面都必须重新加工。
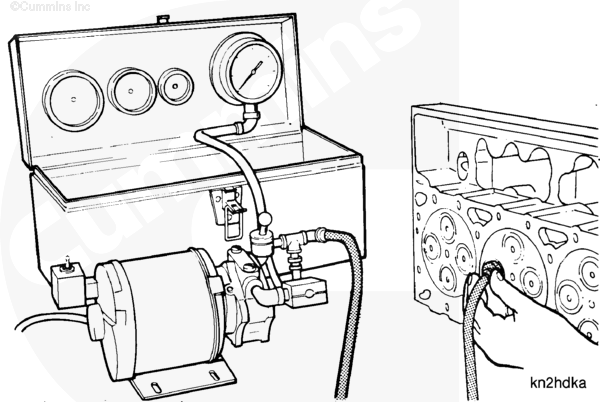
真空测试
使用真空测试仪(零件号 ST-1257)检查气门与气门座之间的密封性。
对于旧缸盖不推荐使用气门真空度测试仪。参考本步骤的“泄漏测试“部分了解建议的步骤以检查旧缸盖。
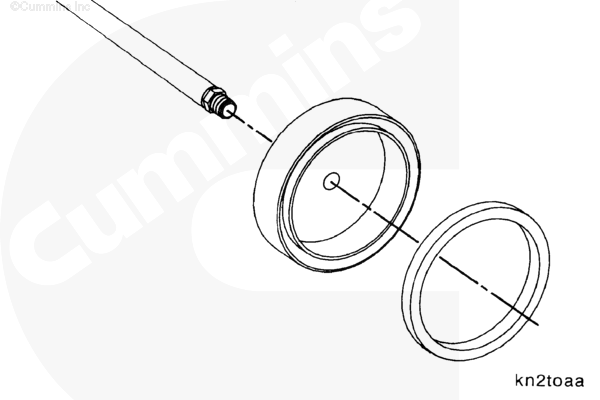
真空测试仪可以用来测试所有型号的 Cummins® 发动机。M11 发动机缸盖上安装了密封圈(零件号 ST-1257-35)以及真空皮碗(零件号 3376100)。
将密封圈和真空杯安装到真空管软管上。
进行真空测试时,气门和气门座必须保持清洁干燥。
使用真空杯和密封件盖住气门。
密封件必须与气门周围的缸盖紧密接触。

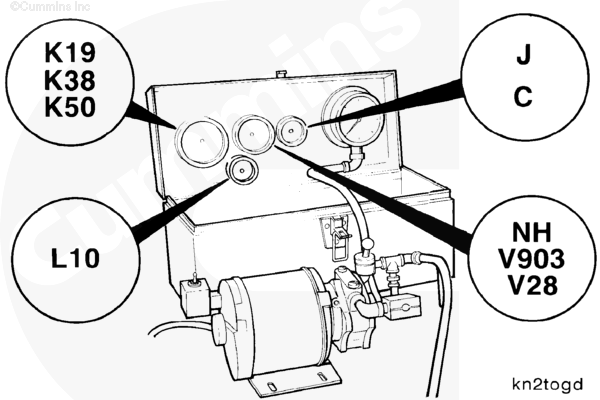
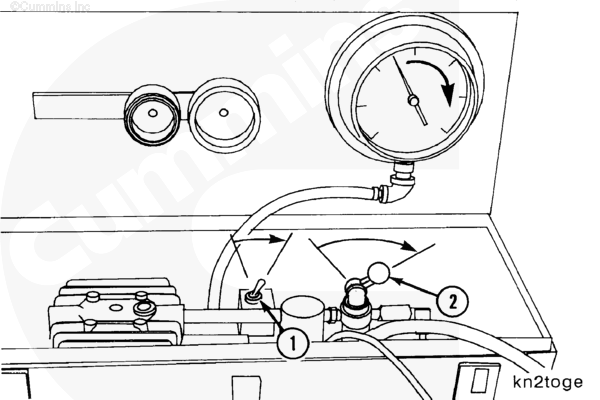
将扳钮开关 (1) 扳至 ON(接通)位置。
将真空控制阀 (2) 转到 OPEN(开启)位置。
如果真空表指针顺时针转动,则真空控制阀处于 OPEN(开启)位置。
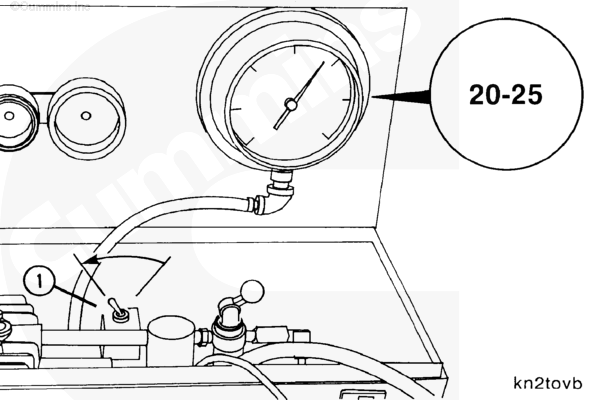
运行真空泵,直至真空表指示达到规定的真空度。
| 气门与气门座的真空度 | ||
| mm-hg | in-hg | |
| 508 | 最小 | 20 |
| 635 | 最大 | 25 |
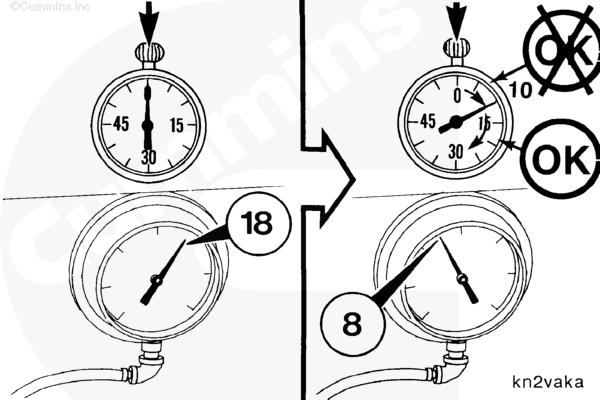
将扳钮开关转到 OFF(断开)位置。
当真空表指针指示 457 mm Hg [18 in Hg] 时,使用秒表开始计时。
当真空表指针指示 203 mm Hg [8 in Hg] 时,停止计时。
指针在规定的真空表读数之间移动所用的时间必须为 10 秒钟或以上。
如果所用时间不足 10 秒,进行下列检查:
- 重复测试以确保设备运转正常。
- 使用木锤轻敲气门杆确保气门座合到位。重复该测试。
- 在气门座镶圈和气门头部外径处涂敷一薄层润滑脂。重复该测试。润滑脂的图案将显示出泄漏点。
润滑脂密封图案上的中断点表示气门与气门座或气门座镶圈与缸盖之间存在泄漏。
清洁
CAUTION
清洁前如果机油通道未塞住或盖住,可能会导致曲轴故障。
在凸轮轴随动件和活塞上方盖上清洁的不起毛的布,以防污垢落入发动机。
堵住或盖住缸体顶面的冷却液通道和机油通道。

WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
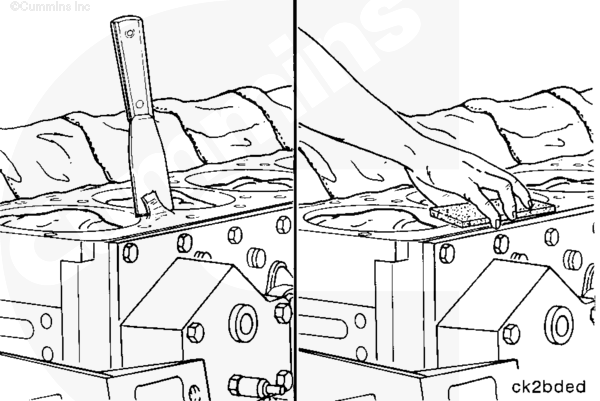
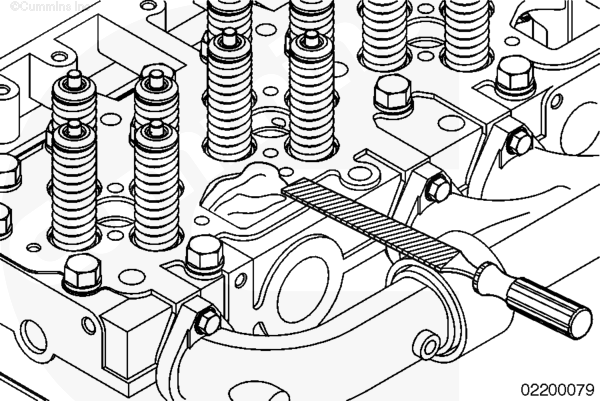
使用密封垫刮刀清洁缸体顶面。
使用 Scotch-Brite™ 7448 研磨垫(零件号为 3823258)或等同物和溶剂清除缸体顶面残留的密封垫材料。
确保缸盖螺钉孔清洁并且无碎屑、机油或冷却液。
WARNING
使用蒸汽清洗器时,戴上护目镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
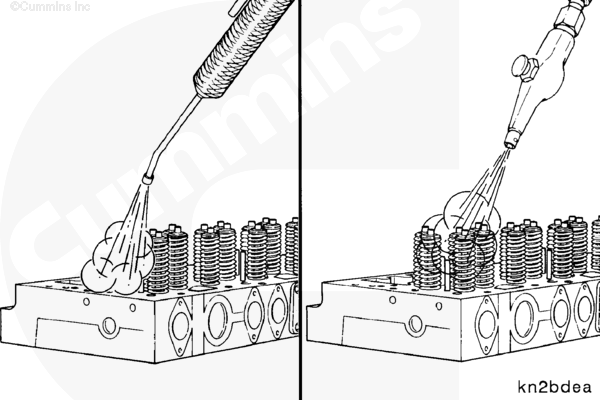
使用蒸汽清洗缸盖,并用压缩空气吹干。
使用压缩空气将所有螺钉孔吹干。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
使用 Scotch-Brite 7448 研磨垫(零件号为 3823258)或等同物和溶剂清洁缸盖的燃烧表面。
清洁排气歧管密封垫表面。
清洁摇臂室壳体密封垫表面。
拆解
拆卸之前,测量并记录气门下沉量及气门端部高出缸盖顶面的高度。参考此步骤中的“清洁和检查能否继续使用“。
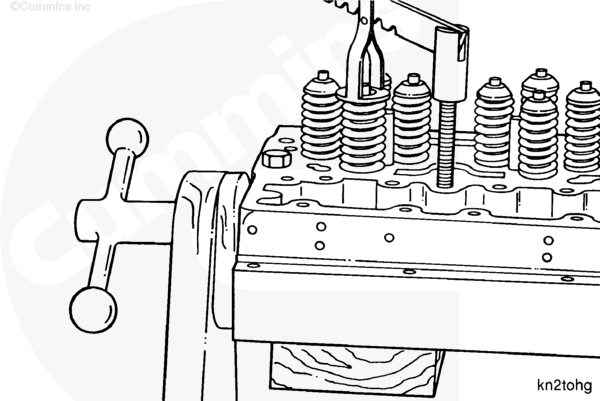
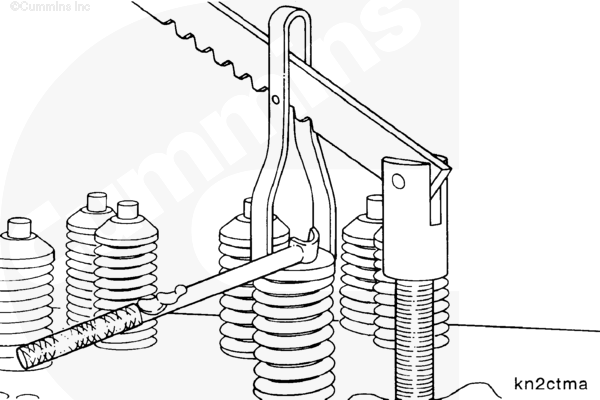
如图所示,将缸盖放在缸盖夹具(零件号ST-583)中。
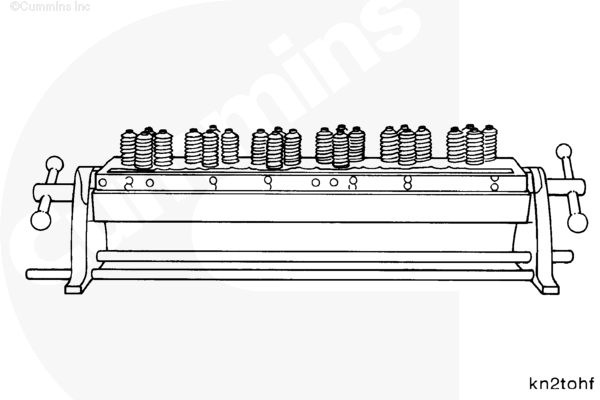
在气门和缸盖夹具之间放置一个木块以支撑气门。
使用气门弹簧压缩器(零件号 ST-448)、压缩器螺纹适配器(零件号 3376850)和压缩器适配器(零件号 3376851)压缩气门弹簧。
使用磁棒拆卸气门锁片。废弃气门锁片。
缓慢释放气门弹簧上的压力。
拆卸气门弹簧座圈。
拆卸气门弹簧。
拆下气门弹簧耐磨板。
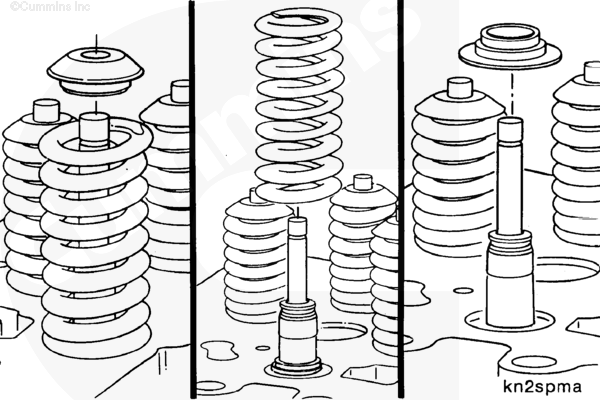
拆下气门。
使用电子标记笔(或錾刀)标记拆卸时气门所在位置。
进气门和排气门由不同的材料制造而成,因此不可互换。
重复此步骤以拆下其余的气门锁片、座圈、弹簧、耐磨板和气门。

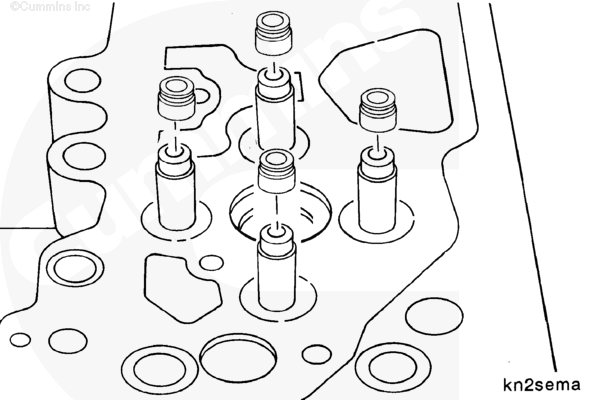
从气门导管上拆下气门密封件。
拆卸气门导管之前,测量并记录气门导管内径和高度。参考此步骤中的“清洁和检查能否继续使用“。
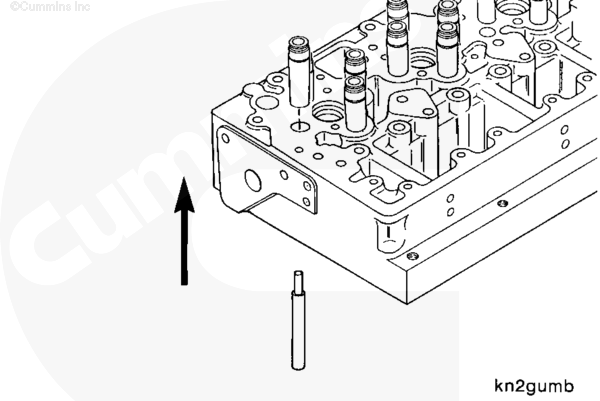
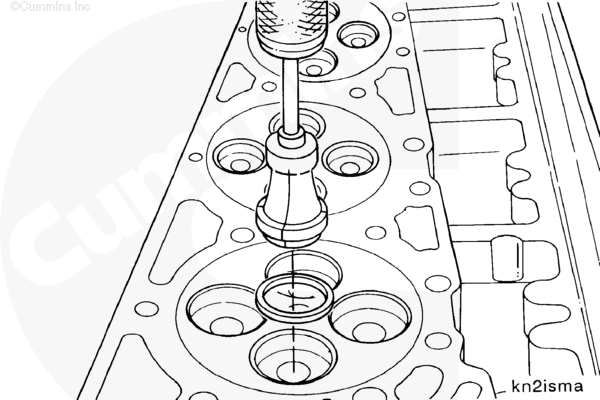
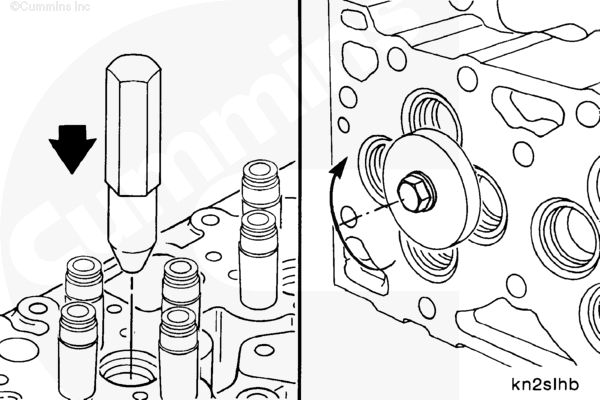
使用气门导管装卸器(零件号 3376398)拆下旧气门导管。
拆卸气门座镶圈之前,参考此步骤中的“泄漏测试“及“检查能否继续使用“部分。气门的状况、气门下沉量以及气门与气门座镶圈之间的密封情况都有助于判断是否需要更换气门座镶圈。
使用滑锤总成(零件号 3376616)和气门座拆卸器(零件号 3376146)从缸盖上拆下进气门座镶圈。
检查镶圈孔有无裂纹或其它损坏。
如果发现裂纹或损坏,可通过加工镶圈孔与大尺寸气门座镶圈配合以维修缸盖。参考《补救维修手册》(公告号为 3710310)。

拆卸喷油器套筒之前执行冷却液通道和燃油通道压力测试。
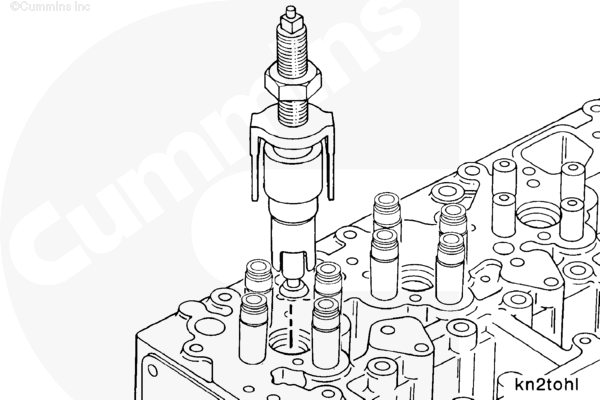
使用喷油器套筒拉拔器(零件号 3377079)从缸盖上拆卸喷油器套筒。
按照随工具提供的说明,拆下套筒。
从缸盖上的喷油器孔上拆下喷油器套筒 O 形圈。废弃 O 形圈。
修理
缸盖进气端口周围腐蚀 - 如果尚未拆卸摇臂室,将其拆下。参考第 3 节中的步骤 003-013。
如果尚未拆卸摇臂室密封垫,将其拆下
在修理缸盖进气端口周围的腐蚀时,使用修理工具包(零件号 4918684)。
用 LPS™ ZeroTri™ 或等同物清洁摇臂室配合面。也可以使用变性乙醇。用 Belzona™ 脱模剂 9411 涂抹在带有 Belzona™ 1311 Ceramic R-Metal 的相应进气端口周围。此脱模剂需要涂上 15 到 20 分钟后才能与 Belzona™ 1311 Ceramic R-Metal 接触。
堵住进气端口并罩住气门弹簧和凸轮随动件,防止碎屑进入发动机。
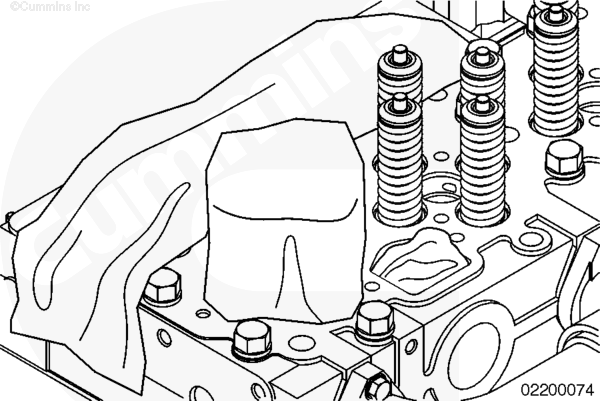
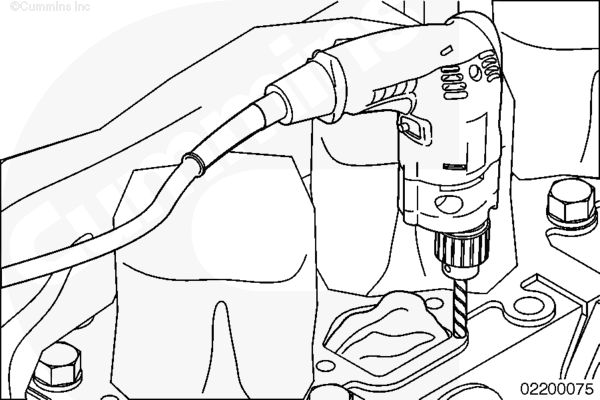
用 Irwin™ jetpoint 钻头对缸盖腐蚀部分进行钻孔,以获得 0.381 mm 至 1.02 mm [0.015 in 至 0.040 in] 深的孔来填充材料。
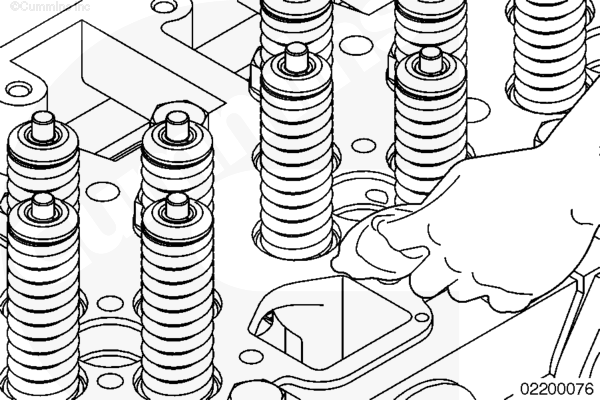
清除缸盖区的钻屑。
取下端口上的进气塞。
清洁密封垫表面和缸盖钻孔内的任何机油或者机油残留物。使用 LPS™ ZeroTri™ 或等同物。也可以使用变性乙醇。确保没有粘满油的残留物。
按 3:1 的比例混合 Belzona™ 1311 Base 和 Belzona™ 凝固胶。需要完全混合。此颜色需要与目前无光线颜色的条纹统一。
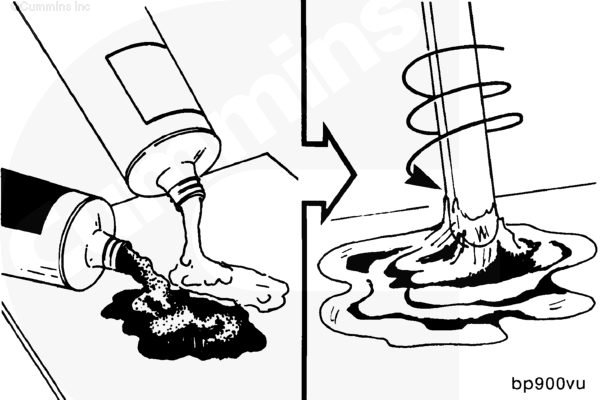
当表面清洁和干燥后,将混合后的 Belzona™ 1311 涂抹在缸盖的钻孔内。确保有足够的物料填充钻孔区。将填充料反复压入腔内,确保不留下气隙。
仅在缸盖上安装摇臂室。不要使用密封垫。
在正在修理端口的四个角安装摇臂室螺栓。摇臂室用来形成缸盖表面的模压金属件。
拧紧摇臂室螺栓。
让 Belzona® 至少凝固 3 小时。
凝固时间取决于温度。
|
温度
|
需要的设置时间(小时)
| |
|
° C |
[°F] | |
|
16 以下 |
[60] 以下 |
3 |
|
16 到 21 |
[60 到 70] |
2 1/2 |
|
21 到 27 |
[70 到 80] |
2 |
|
27 到 32 |
[80 到 90] |
1 1/2 |
|
32 及以上 |
[90 及以上] |
1 |
更换进气端口塞,防止碎屑进入缸盖进气端口。
用手指或锉刀清洁并清除过量的 Belzona®。不要让 Belzona® 或任何碎屑掉入进气端口。用挫刀或者研磨块混合或者调匀修理区周围的材料。
取下进口塞和任何其它盖。
清洁并检查能否继续使用
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用钢丝刷和溶剂清洁气门座镶圈孔的沉淀物。
使用溶剂清洗缸盖。
用压缩空气吹干。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用溶剂清洁喷油器孔。
用压缩空气吹干。
检查喷油器孔底部的喷油器座表面。
如果缸盖内的喷丸不平滑,必须维修喷油器孔。参考《L10 补救维修手册》(公告号 3810310)。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
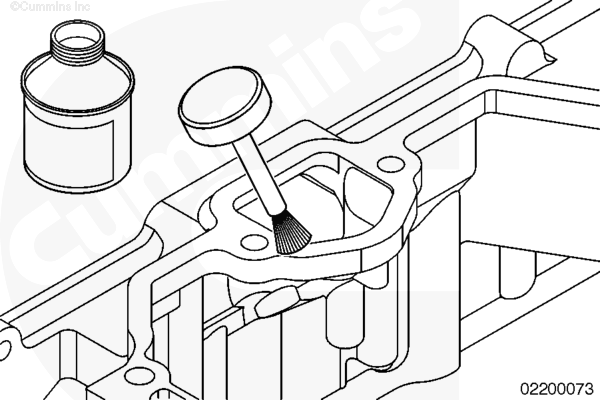
用软刷和溶剂清洁缸盖中的气门导管孔。用压缩空气吹干。
目测检查燃油油道和水管是否堵塞或有异物。
清除任何堵塞物。
检查气门和气门弹簧是否有裂纹、弯曲,气门杆和气门弹簧锁片是否断裂,或者有其他损伤。
检查气门有无泄漏或烧损迹象。
如果发现零件有裂纹或损坏,或发现泄漏及烧损迹象,必须重装缸盖。参考《M11 系列发动机大修手册》(公告号 3666075)。
检查缸盖和气门是否有裂纹或其它损坏。
如果怀疑缸盖有裂纹,对缸盖进行压力测试。参考此步骤中的“压力测试“部分。
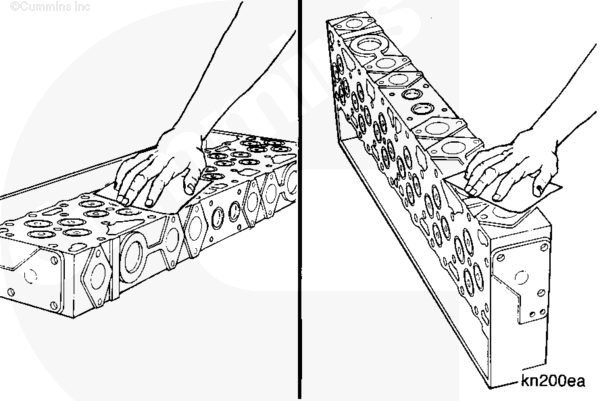
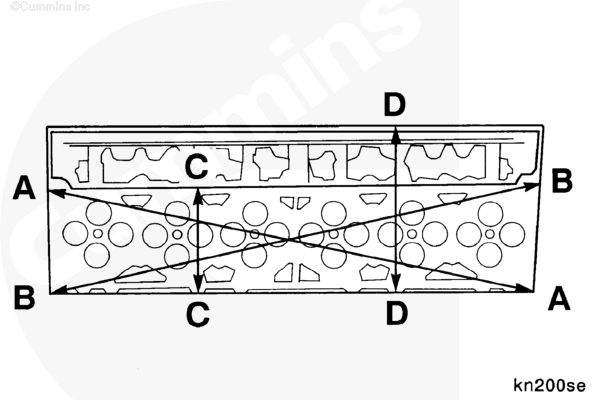
按照下列步骤测量缸盖燃烧表面的平面度:
- AA 和 BB(对角)
- CC (跨越燃烧表面)
- DD(跨整个缸盖表面)。
必须从缸盖前部至后部测量尺寸 CC 和 DD。
| 缸盖平面度 | ||||
| mm | in | |||
| AA 和 BB | 0.200 | 最大 | 0.008 | |
| CC | 0.076 | 最大 | 0.003 | |
| DD | 0.127 | 最大 | 0.005 | |
如果缸盖出现穴蚀、凹槽或磨损超过最大规定值,必须加工或切削缸盖表面。参考《L10 补救维修手册》(公告号 3810310)。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
CAUTION
不要使用腐蚀性或酸性溶液清洁缸盖螺钉,以免损坏缸盖螺钉。
使用石油基溶剂清洗缸盖螺钉。
使用钢丝刷、钢丝轮刷(软)或非研磨喷丸彻底清洁螺钉,以清除螺杆和螺纹上的沉积物。

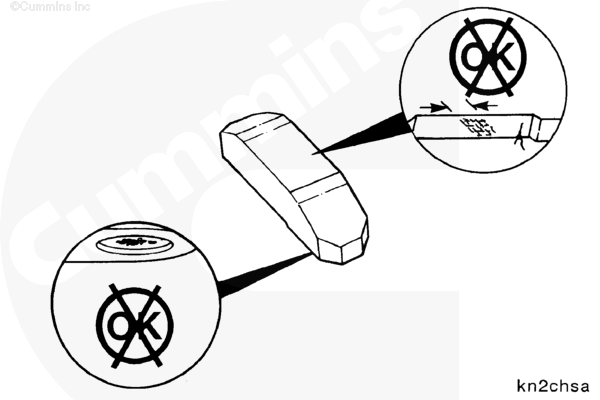
使用扭矩加角度法安装法兰缸盖螺钉时会超过其屈服点,使螺钉形成永久拉伸。如果螺钉没有超出规定的自由长度,则可以在发动机的使用期限内继续使用。必须检查自由长度,以免安装时顶到缸体底部。
缸盖螺钉长度尺(零件号 3823546)已经开发出来,用于检查螺钉的自由长度。
注 : 新螺钉涂有灰色的涂层,且螺钉上没有 90 度的标记。
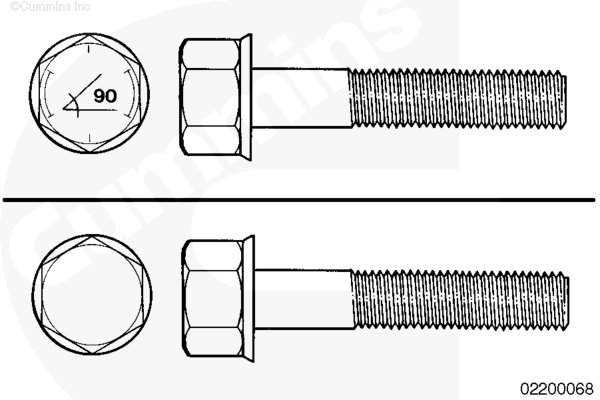
检查螺钉自由长度时,将螺钉的头部置于相应的槽中(长螺钉或短螺钉),使法兰紧靠槽的底座。
检查 M11 缸盖螺钉时使用标记 L10 缸盖螺钉的槽口。

如果螺钉的端部接触到测量尺的底部,则该螺钉太长,因而必须废弃。

如果螺钉端部与工具底部之间有间隙,则该螺钉可继续使用。

也可以用卡尺对螺钉进行检查。最大允许的自由长度是从螺钉法兰面的底部到螺钉端部测得的长度(尺寸 X)。
| 缸盖螺钉自由长度 | ||||
| mm | in | |||
| 3045849 短进气口螺钉 | 74.5 | 最大 | 2.933 | |
| 3045850 长六角头螺钉 | 139.5 | 最大 | 5.492 | |
| 4923187 长六角头螺钉 | 139.5 | 最大 | 5.492 | |

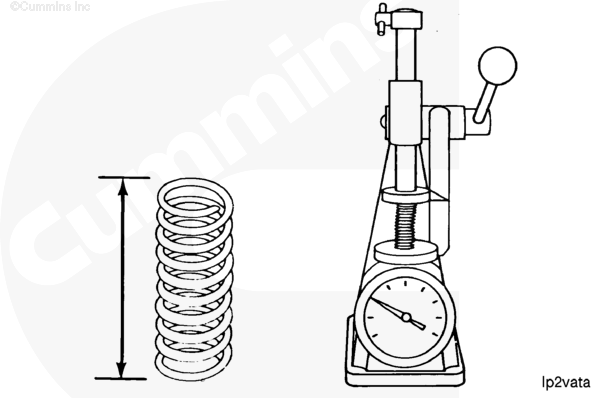
使用气门弹簧测试仪(零件号为 3375182),测量气门弹簧处于工作高度下的载荷。
| 71.5 mm [2.814 in] 时的气门弹簧载荷 | ||
| n | lbf | |
| 1252 | 最小 | 281 |
| 1584 | 最大 | 356 |
如果工作高度的气门弹簧载荷低于最小规定值,必须更换气门弹簧。
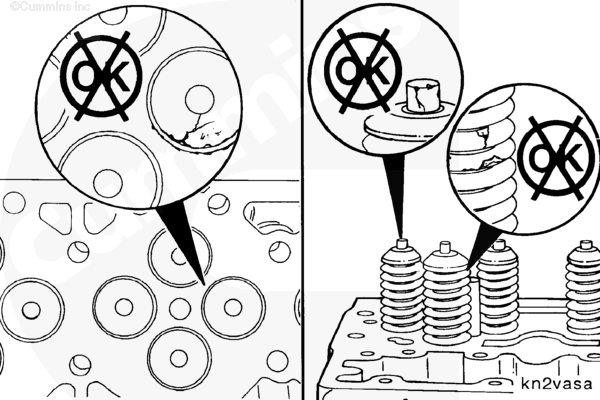
检查气门弹簧座或气门弹簧导管有无损坏或磨损区域。
废弃损坏或磨损的零件。
检查气门是否损坏以及气门锁片槽是否磨损。
测量气门杆的外径。
| 气门杆外径(O.D.) | ||
| mm | in | |
| 9.580 | 最小 | 0.3772 |
| 9.633 | 最大 | 0.3793 |
如果气门损坏或气门杆磨损到低于最小规定值,必须更换气门。
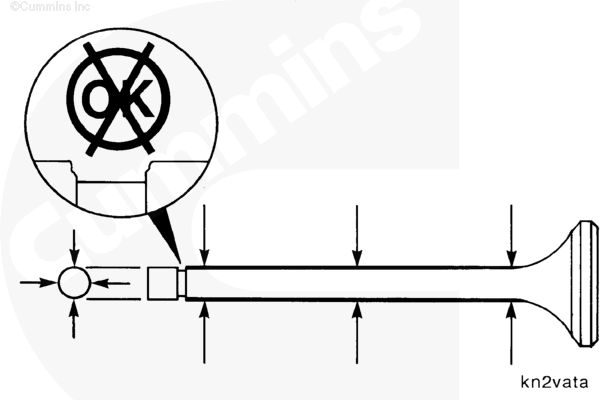
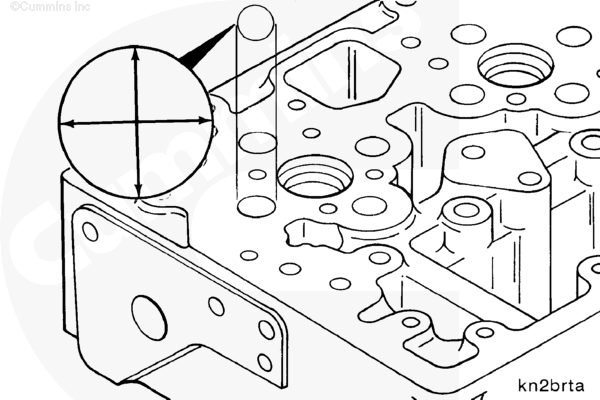
如果在解体步骤中未拆下气门导管,检查气门导管有无碎屑或裂纹。
如图所示,在距离气门导管两端 13 mm [0.5 in] 的位置以及中间位置测量气门导管内径。
| 旧气门导管内径(已安装) | ||
| mm | in | |
| 9.663 | 最小 | 0.380 |
| 9.713 | 最大 | 0.382 |
如果气门导管内径不在给定的技术规范之内,必须更换气门导管。
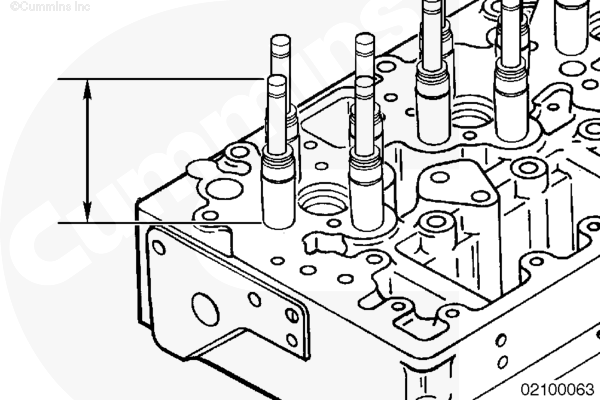
测量气门导管高出缸盖顶面的安装高度。
| 气门导管高度(已安装) | |||
| mm | in | ||
| 短导管 | 27.15 | 最小 | 1.069 |
| 27.65 | 最大 | 1.089 | |
| 长导管 | 46.32 | 最小 | 1.824 |
| 46.58 | 最大 | 1.834 | |
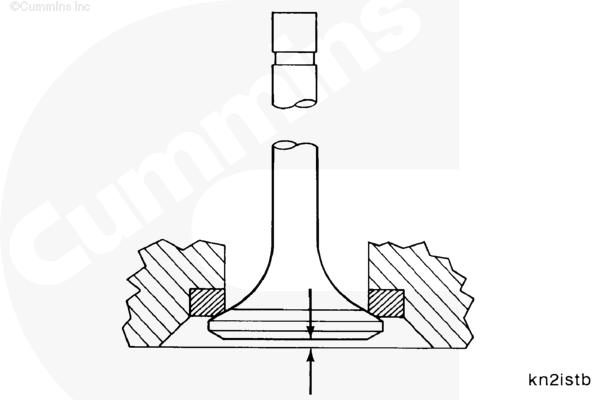
将一个新的或修复后的气门安装到气门导管。让气门紧靠气门座镶圈。
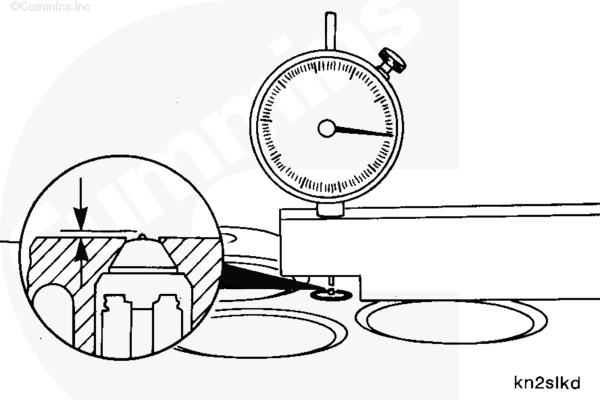
使用深度规(零件号 3823495)测量缸盖中的气门下沉量。
| 2006 年 8 月 21 日之前生产的缸盖气门下沉量 | ||
| mm | in | |
| 0.76 | 最小 | 0.030 |
| 1.17 | 最大 | 0.046 |
| 2006 年 8 月 21 日之前生产的缸盖最大工作气门下沉量 | ||
| mm | in | |
| 3.05 | 最大 | 0.120 |
| 2006 年 8 月 21 日之后生产的带有扇形图案缸盖的气门下沉量 | ||
| mm | in | |
| 0.51 | 最小 | 0.020 |
| 0.92 | 最大 | 0.036 |
| 2006 年 8 月 21 日之后生产的带有扇形图案的缸盖最大工作气门下沉量 | ||
| mm | in | |
| 2.80 | 最大 | 0.110 |
| 对于 2006 年 8 月 21 日之前生产的缸盖,在相同气缸的缸盖气门之间的最大气门下沉量的变化。 | ||
| mm | in | |
| 0.76 | 最大 | 0.030 |
| 2006 年 8 月 21 日之前生产的缸盖最大气门尖部高度 | ||
| mm | in | |
| 99.60 | 最大 | 3.921 |
| 对于 2006 年 8 月 21 日之后生产的带有扇形图案缸盖,在相同气缸上的气门之间最大气门下沉量的变化 | ||
| mm | in | |
| 0.51 | 最大 | 0.020 |
| 2006 年 8 月 21 日之后生产的带有扇形图案的缸盖最大气门尖部高度 | ||
| mm | in | |
| 99.35 | 最大 | 3.911 |
测量缸盖中气门座镶圈孔的内径。
| 镶圈孔内径(ID) | ||
| mm | in | |
| 45.920 | 最小 | 1.8079 |
| 45.935 | 最大 | 1.8085 |
如果气门座镶圈孔内径不符合给定的技术规范,参考《L10 补救维修及大修手册》(公告号 3810310)中的加大尺寸气门安装镶圈安装说明。
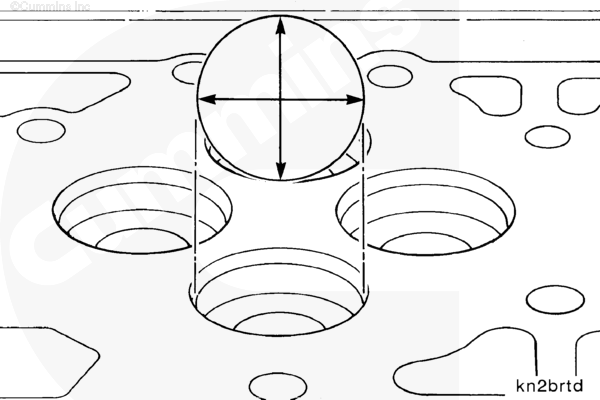
测量缸盖中气门导管孔的内径。
| 气门导管孔内径(I.D.) | ||
| mm | in | |
| 16.480 | 最小 | 0.6488 |
| 16.500 | 最大 | 0.6496 |
如果气门导管孔磨损超过最大规定值,可加工气门导管孔,并安装加大 0.51 mm [0.02 in] 的气门导管。参考《 L10 补救维修手册》(公告号 3810310)。
测量缸盖中气门座镶圈孔深度。
| 2006 年 8 月 21 日之前生产的缸盖镶圈孔深度(标准镶圈) | ||
| mm | in | |
| 9.40 | 最小 | 0.370 |
| 9.50 | 最大 | 0.374 |
| 2006 年 8 月 21 日之后生产的带有扇形图案的缸盖镶圈孔深度(标准镶圈) | ||
| mm | in | |
| 9.15 | 最小 | 0.360 |
| 9.25 | 最大 | 0.364 |
如果气门座镶圈孔深度不符合给定的技术规范,参考《L10 补救维修及大修手册》(公告号 3810310)中的缸盖加大尺寸气门座镶圈安装说明。

检查镶圈孔有无裂纹或其它损坏。
如果发现裂纹或损坏,可通过加工镶圈孔与大尺寸气门座镶圈配合以维修缸盖。参考《 L10 补救维修手册》(公告号 3810310)。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用溶剂清洗零件。
用压缩空气吹干。
检查摇臂接触垫有无磨损、裂纹或其它损坏。
垫接触区域的磨损宽度不得超过 7 mm [0.276 in]。
用压缩空气吹干。
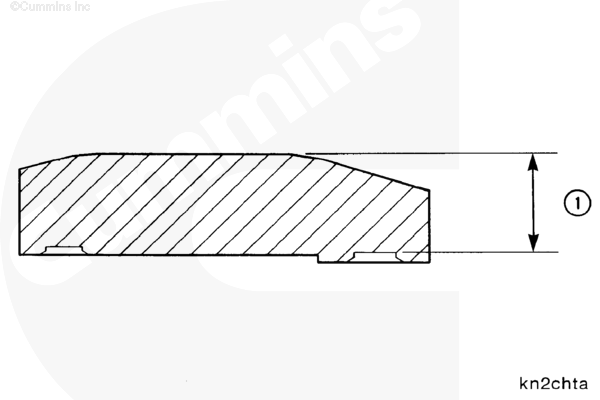
测量气门杆孔到摇臂垫表面的气门杆孔深度(1)。
| 杆孔到垫表面 | ||
| mm | in | |
| 12.05 | 最小 | 0.474 |
| 12.55 | 最大 | 0.494 |
压力测试
CAUTION
如果还没有拆下气门和气门弹簧,不要对缸盖进行压力测试。水进入缸盖后不能彻底烘干,这会损坏气门导管和气门杆。
冷却液通道
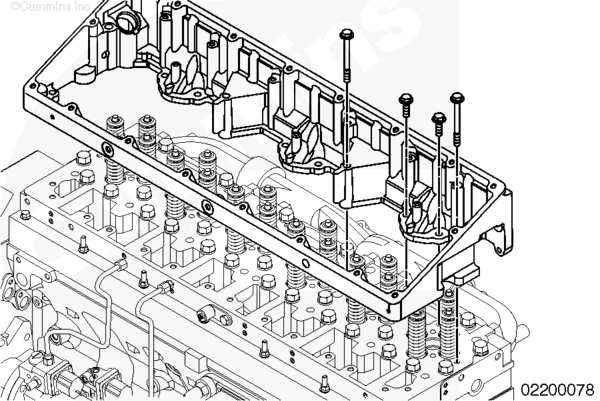
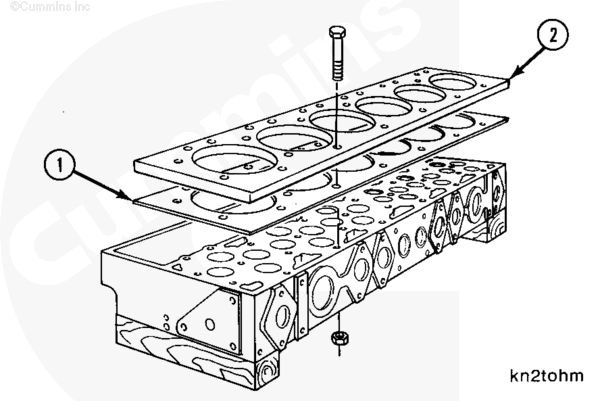
安装零件号为 3376082 的缸盖水压测试装置:
- 安装零件号为 3376084(1)的密封垫
- 安装零件号为 3376658 的测试板(2)
- 安装 32 个缸盖螺钉和 32 个螺母(M14 x 1.50)。
拧紧螺母。
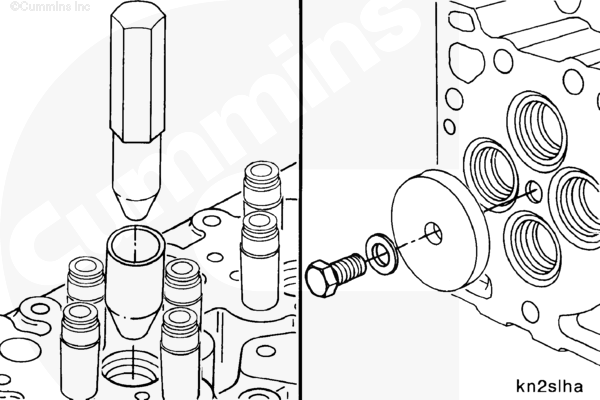
使用六喷油器套筒夹具,零件号 ST-1179。
如图所示,在每个喷油器孔中安装螺钉 (1)、平垫圈 (2)、零件号为 ST-179-4 的垫板 (3) 以及零件号为 ST-1179-2 的心轴 (4)。
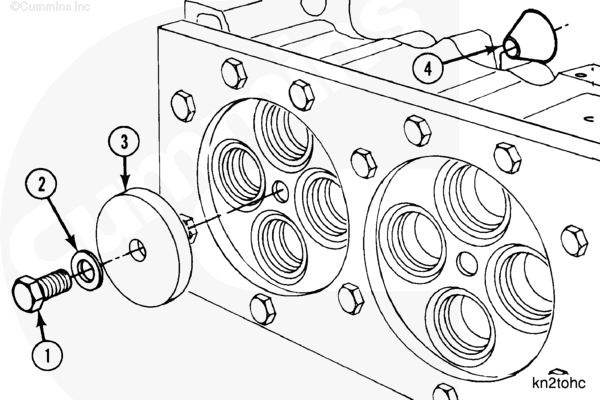
拧紧六喷油器套筒夹具螺钉。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
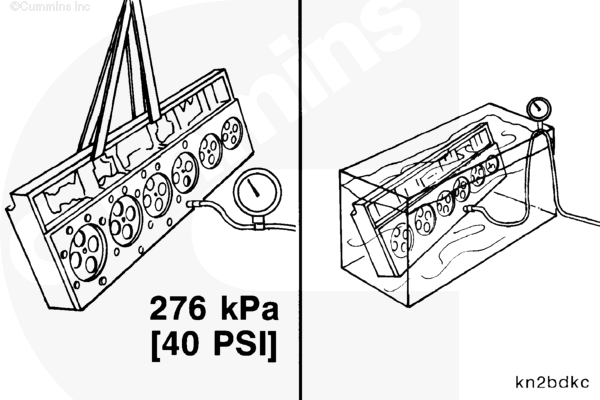
将一个调压气源软管连到测试固定板。施加空气压力。
| 测量 | ||
| kpa | psi | |
| 空气压力 | 276 | 40 |
用尼龙提升带和提升设备把缸盖吊到有盛水的箱中。
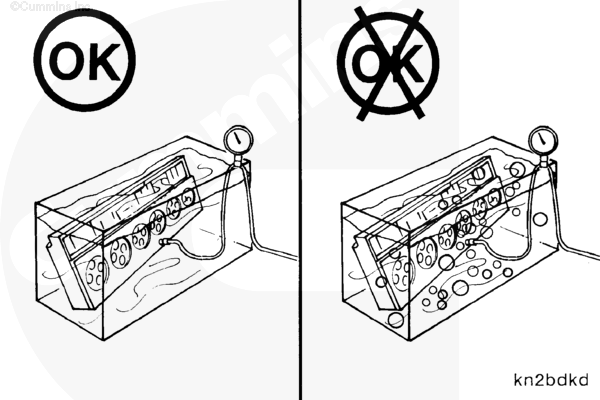
将缸盖完全浸入水中。
| 测量 | ||
| celsius | fahrenheit | |
| 水温 | 60 | 140 |
检查有无气泡从水中升起。
如果发现气泡,则更换或重装缸盖。
如果发现缸盖有裂纹,将缸盖保存在干净的发动机机油中,这样不会生锈。
拆下测试设备。
燃油通道
使用清洁的 15W-40 机油润滑喷油器 O 形圈。
使用新的 O 形圈,将一组喷油器安装在缸盖中。
有关正确的 O 形圈方向,参见第 6 节。
安装喷油器压紧卡箍和安装螺钉。
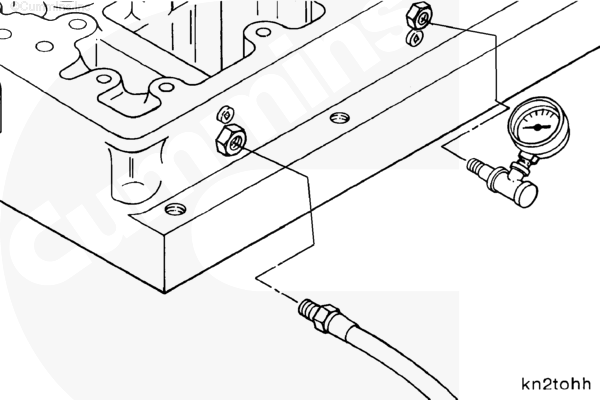
将量程为 0-160 psi 压力表(零件号 3375275)安装到燃油出口管接头上。
将供气管路安装在燃油进口管接头上。
向缸盖加气压。
| 空气压力 | ||
| kpa | psi | |
| 552 | 最小 | 80 |
| 689 | 最大 | 100 |
关闭供气阀,检查燃油通道是否泄漏。
记录仪表上的空气压力。压力表上的气压值至少在 15 秒内不得下降。
如果空气压力下降,用肥皂水打湿燃油通道区域和管塞,以查找泄漏位置。
从缸盖上拆下喷油器。
在盛有清洗液的水箱中安装缸盖和零件。
清洁零件时,应确保遵照清洁溶剂制造商的说明书进行操作。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
在清洗箱中拆下缸盖和各零件。
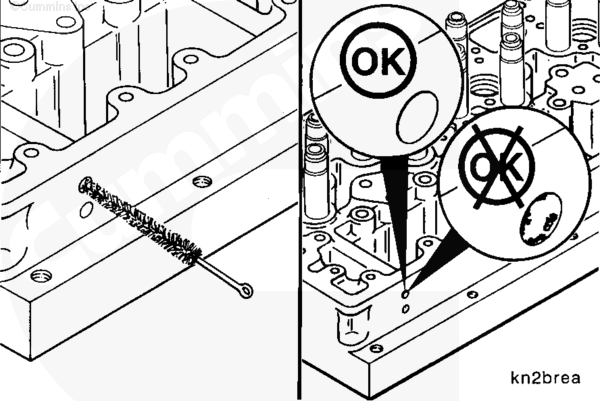
使用燃油通道清洁刷(零件号 ST-876)和溶剂清洁燃油和机油通道。用压缩空气吹干。
检查燃油和机油通道以确保清洁。
磁力探伤检查
利用剩磁法检查气门有无裂纹。
排气门包含两种金属,必须使用线圈通电法进行检查。在两种金属的焊接处,将会出现明显的漏磁。在漏磁处,磁粉的图案将很宽。
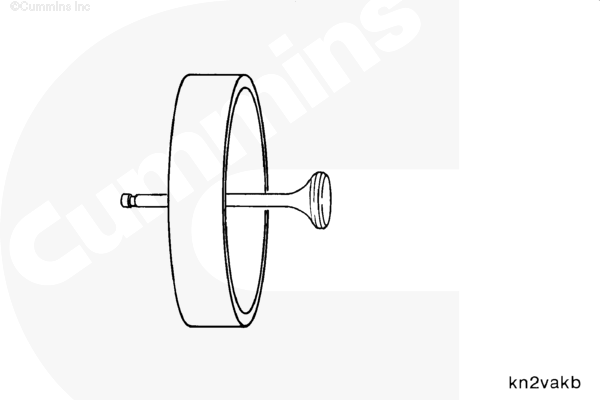
在电流为 100-200 安培的线圈中对气门进行磁化。
使用 Magnaglo® 剩磁法检查气门。
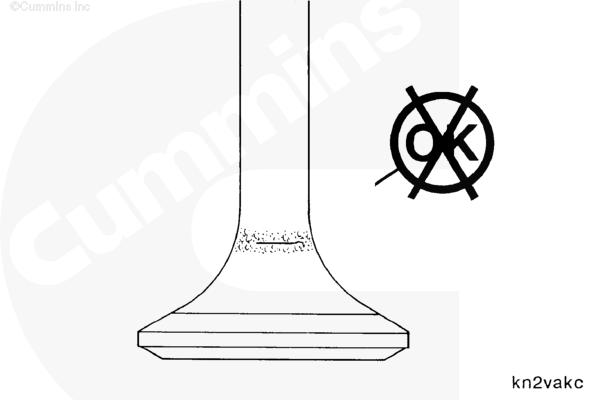
排气门的焊接接头处将出现很宽而模糊的图案。如果图案中出现清晰的线条,必须更换气门。
进气门仅由一种金属制成,必须从两个方向进行磁化和检查。使用 Magnaglo® 线圈法并用 Magnaglo® 剩磁法检查,这与检查排气门的方法相同。
用 500 到 700 安培的电流进行再次通电,对进气门进行磁化。
再次用 Magnaglo® 剩磁法检查气门。
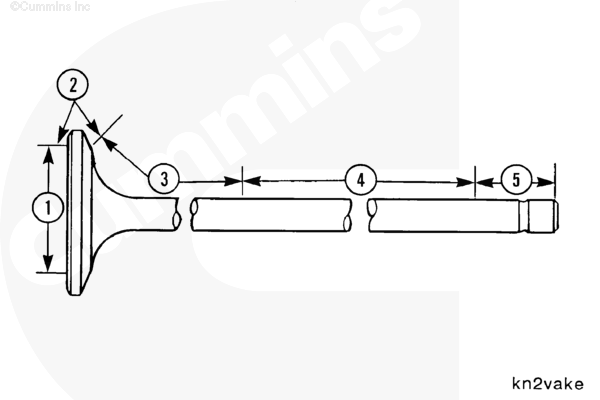
接受标准(排气门和进气门)
可见裂纹是指清除悬浮磁性颗粒之后通过 3 倍放大镜可以看到的裂纹。
区域 1 上没有长度大于 12.70 mm [0.500 in] 的磁粉图案。
磁粉图案不得超过 5 个,相邻磁粉图案之间的距离不得小于 3.18 mm [0.125 in]。
区域 2、3、4 和 5 上不得有任何磁粉图案或可见图案。
清除所有磁性,清洁可接受的气门。
从缸盖上拆下管塞、燃油通道塞和燃油管接头。
用凹槽拉拔器拆下膨胀塞。
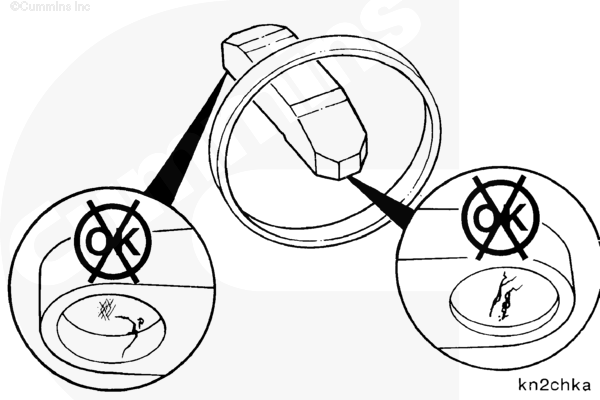
磁化跨接压板,并用 Magnaglo® 剩磁法进行检查。
如果形成亮线,则表明有裂纹。气门杆孔区域是发生裂纹的主要位置。
如果发现裂纹,必须更换跨接压板。
WARNING
当使用溶剂、酸或碱***材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
清除所有磁性。
使用溶剂清洗跨接压板。
用压缩空气吹干。
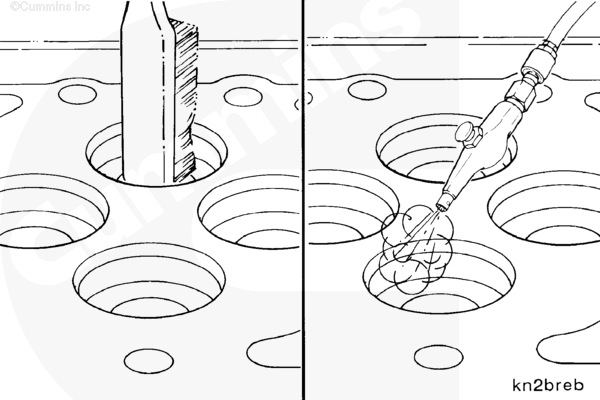
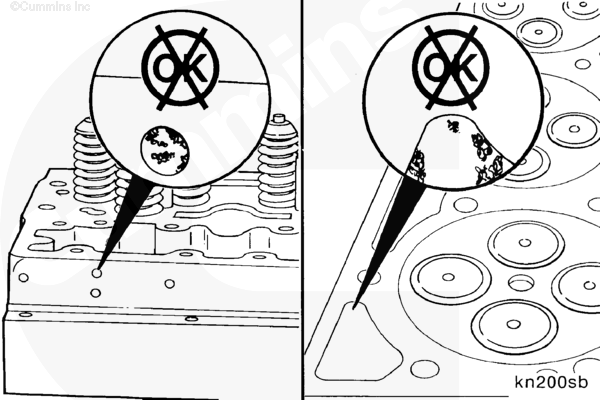
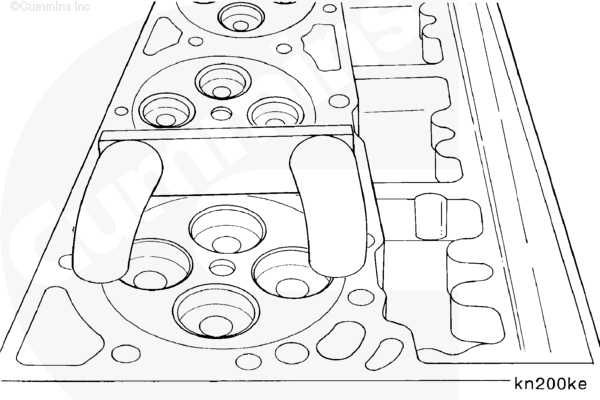
使用磁力探伤仪(零件号 ST-1166)检查燃烧面、气门口和喷油器孔周围区域是否有裂纹。
如图所示,将磁头放在燃烧表面上,检查缸盖上有无贯通的裂纹。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
向磁粉喷洒管中装入 1/3 容量的金属粉末。
将金属粉末轻轻喷洒在燃烧表面上。
用压缩空气清除多余的金属粉末。空气压力:276 kPa [40 psi]
如果有裂纹,金属粉末将保留在裂纹位置,并显示为一条白线。
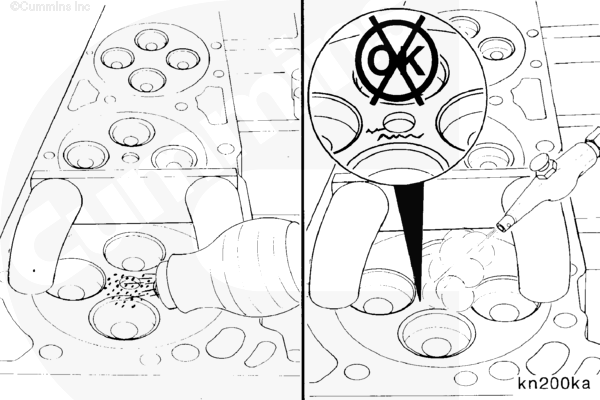
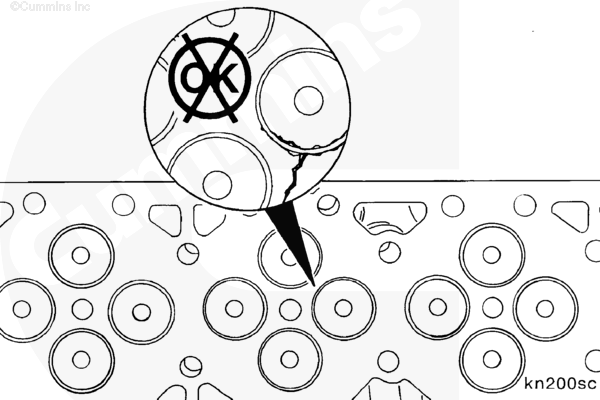
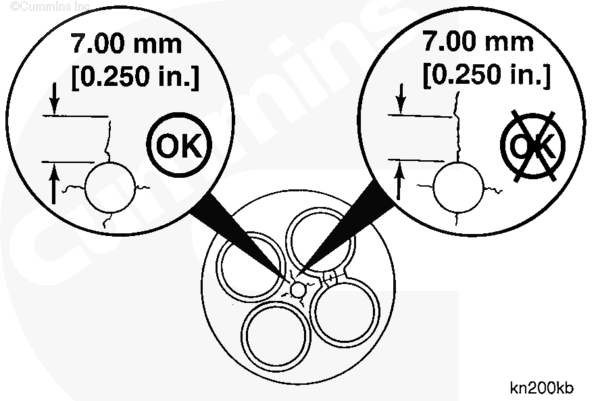
检查缸盖燃烧表面有无裂纹。
如果喷油器孔周围的任何裂纹长度大于 7 mm [0.250 in],必须更换缸盖。
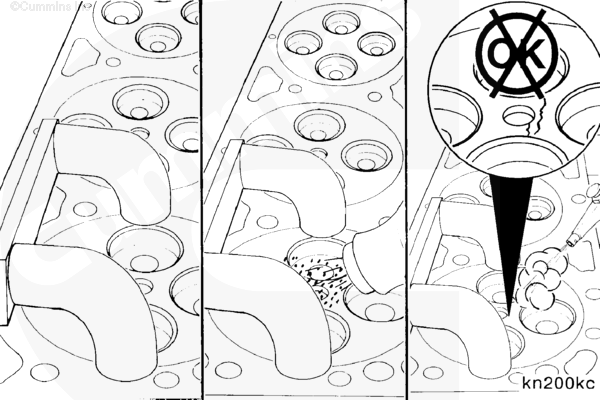
如图所示,将磁头放在燃烧表面上,检查缸盖上有无纵向裂纹。
重复上述步骤。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
清除所有磁***,并使用溶剂清洗缸盖。用压缩空气吹干。
使用磁力探伤仪后,必须彻底清洁缸盖,以去除所有铁粉。
组装
将气门座镶圈工具(零件号 ST-275)的底座和转盘安装在缸盖上,以引导气门座冲头。安装气门导管拆装压机(零件号 ST-804-1)。
安装时镶圈倒角 (1) 必须朝向沉孔底部。
使用气门座装卸器(零件号 3376105)将进气门座镶圈装入沉孔中。
确保镶圈座入沉孔底部。
用气门座研磨机(零件号 ST-685)和气门导管心轴组(零件号 804)研磨新的气门座镶圈。
使用气门导管装卸器(1)(零件号 3823947)安装新气门导管。
测量气门导管高出缸盖顶面的安装高度。
参考本步骤中的“清洁和继续使用检查“部分了解技术规范。
测量气门导管内径。
参考本步骤中的“清洁和继续使用检查“部分了解技术规范。
如果气门导管不符合给定的技术规范,必须更换气门导管。
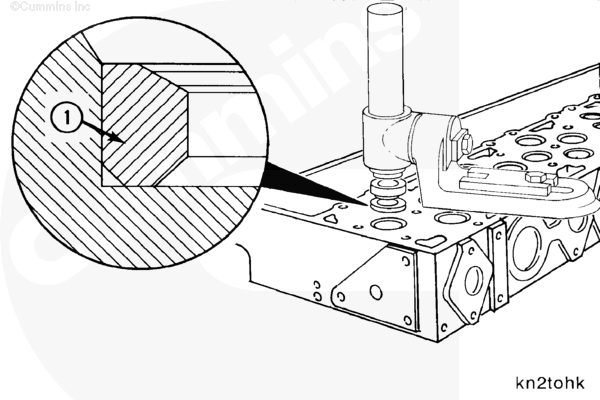
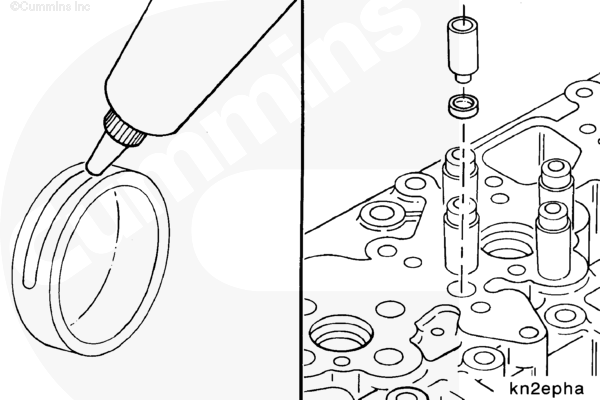
使用植物油润滑喷油器套筒 O 形圈。
将 O 形圈(1)安装到喷油器套筒槽中。
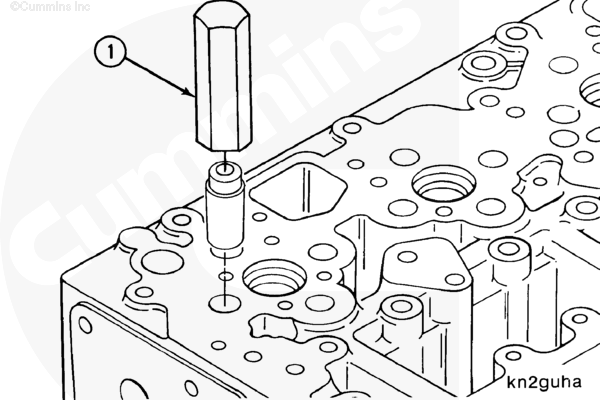
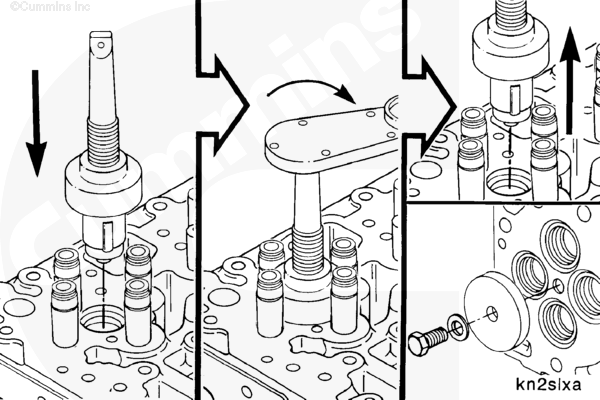
使用喷油器套筒改锥(零件号 ST-1227)将喷油器套筒安装到缸盖上。拆下套筒装卸器。
将喷油器套筒固定工具(零件号 ST-1179)安装在喷油器套筒中。
安装喷油器套筒改锥。
用木锤击敲击冲头,使套筒坐入孔中。
拆下装卸器,然后再次拧紧喷油器套筒夹具螺钉。
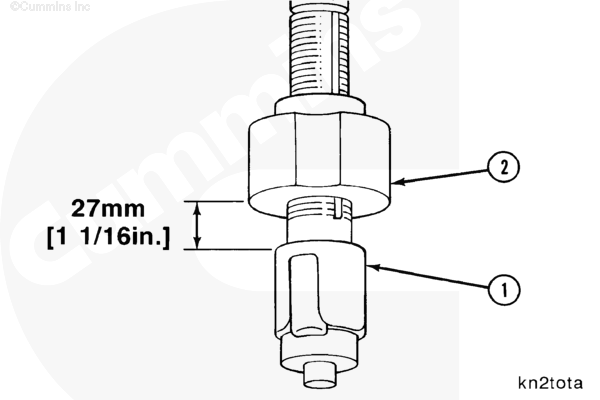
使用喷油器套筒扩张器(零件号 ST-880)扩张喷油器套筒上部。
调整扩张器滚轮边缘(1)和套管(2)间的间隙至规定值。
| 测量 | ||
| mm | in | |
| 间隙 | 27 | 1.06 |
将扩张器安装到喷油器套筒中,用 1/2-in 的套筒和英寸-磅扭矩扳手旋转心轴。
从喷油器套筒上拆下扩张器和夹具。
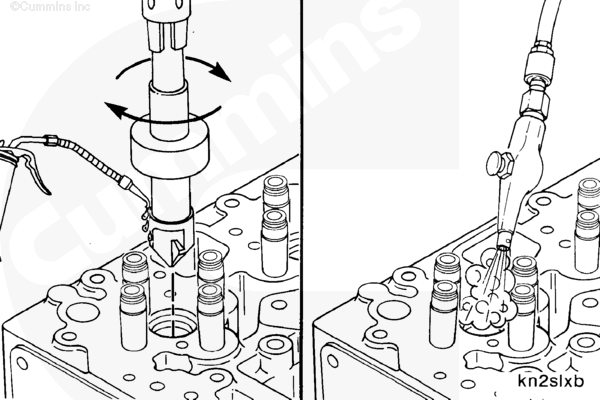
使用导杆(零件号 ST-379-2)、固定架(零件号 ST-884-1)和喷油器座刀具(零件号 ST-844-3)切割喷油器座。
将喷油器套筒刀具和缸盖安装到钻床上。
用切削油润滑刀头。
小心加工喷油器套筒,直至密封区域平滑为止。
从喷油器套筒孔和燃油通道中清除金属颗粒。
CAUTION
用缸盖夹具(零件号 ST-583)支撑缸盖,以免损坏突出燃烧室表面的喷油器端部。
不用 O 形圈,将喷油器安装到缸盖中。
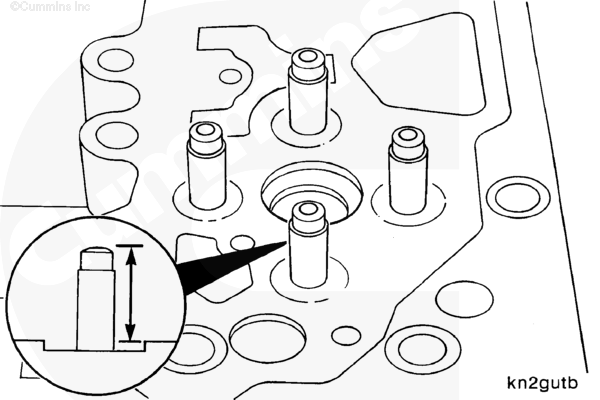
拧开缸盖,用深度规(零件号 3823495)测量喷油器端部突出量。
| 喷油器端部突出量(新型喷油器套筒) | ||
| mm | in | |
| 2.28 | 最小 | 0.090 |
| 2.54 | 最大 | 0.100 |
拆下喷油器,并在喷油器底座区的外径上涂发蓝化合物。
不用 O 形圈,将喷油器安装到缸盖中。
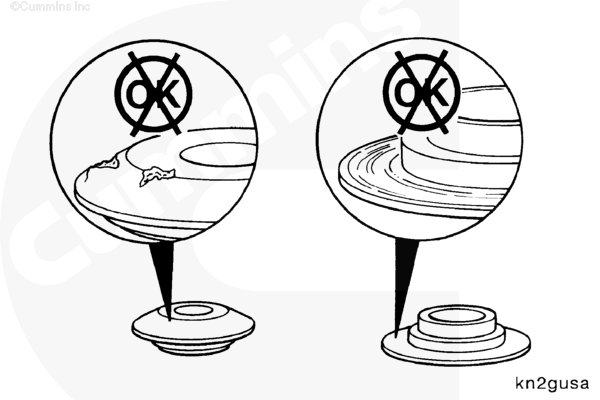
喷油器座合区域 (1) 的发蓝图案必须离缸盖表面约 13 mm [0.50 in]。
喷油器孔座的宽度 (2) 最小必须为 1.52 mm [0.060 in]。
安装新的喷油器套筒后,检查缸盖是否泄漏。参考此步骤中的“压力测试“部分。

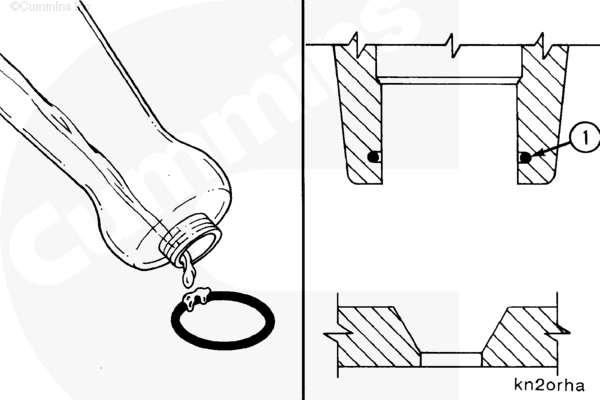
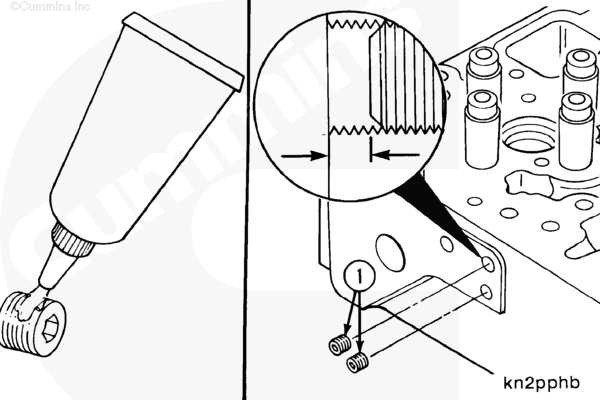
在管塞螺纹上涂抹一层碗形塞密封胶(零件号 3375068)。安装管塞。
管塞 (1) 位于缸盖的前部,必须安装在缸盖表面以下。
在膨胀塞外径涂一层碗形塞密封胶,零件号为 3375068。
使用零件号为 3823372、3376058 和 3376816 的膨胀塞装卸器将膨胀塞安装到缸盖中。
采用合适的膨胀塞装卸器会使膨胀塞装入缸盖内正确的深度。
CAUTION
不要用力过大,否则会损坏密封件。
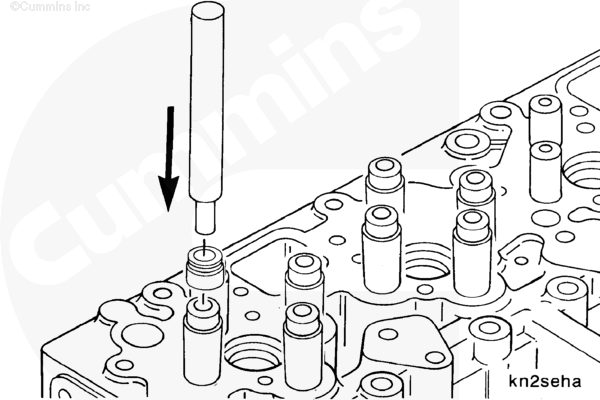
使用气门密封件起子(零件号 3823946)将气门密封件安装到气门导管上。
将密封件置于工具轴上。
将心轴插入导管上部,用塑料锤轻敲此工具,使密封件底部座入气门导管加工的台阶上。
使用清洁的 80W 或更高级的带 EP 添加剂的齿轮润滑油润滑气门杆。
将气门装入气门导管中。
安装气门之后,将缸盖放到不会损坏缸盖表面的平面上。
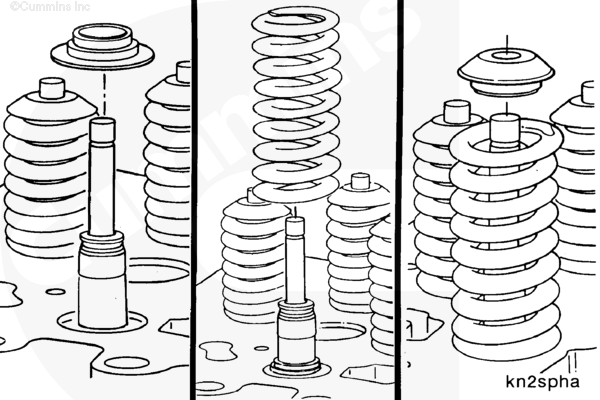
安装气门弹簧耐磨板。
安装气门弹簧。
安装气门弹簧座圈。
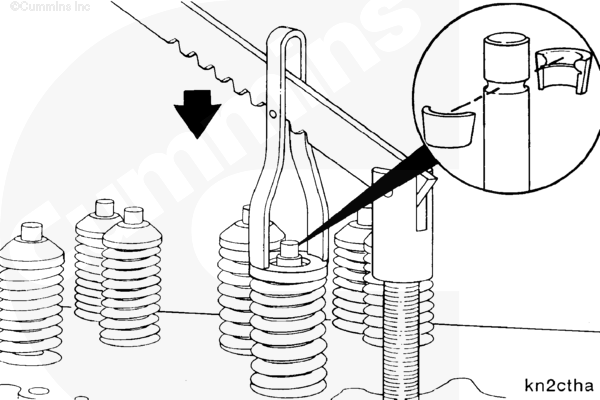
使用气门弹簧压缩器(零件号 ST-448)、压缩器螺纹适配器(零件号 3376850)和压缩器适配器(零件号 3376851)压缩气门弹簧。
重装缸盖时务必使用新锁片。
安装新气门弹簧座圈锁片。
用真空测试仪(零件号 ST-1257)和真空杯(零件号 3376100)对气门座进行真空测试。参考缸盖 - 真空测试气门座。
安装
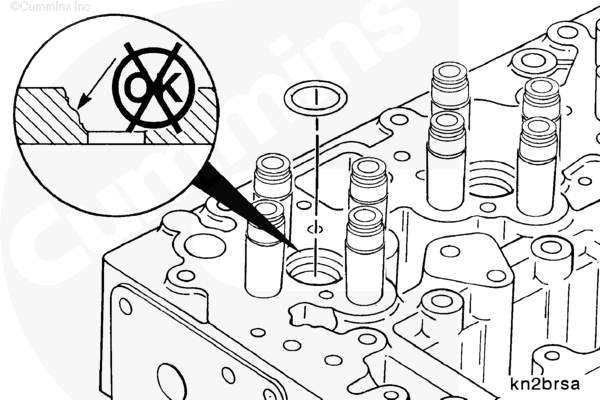
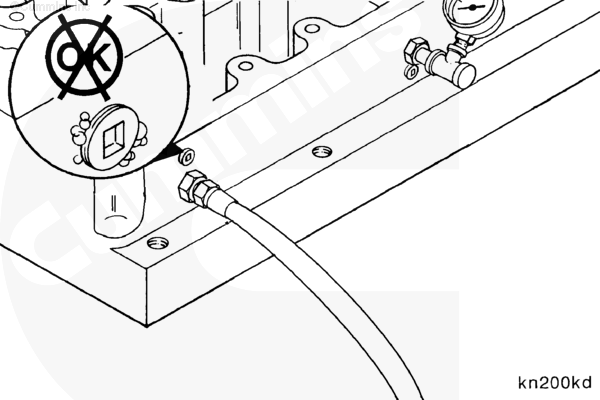
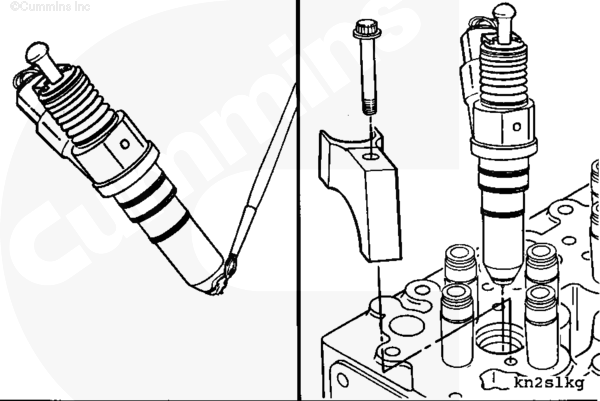
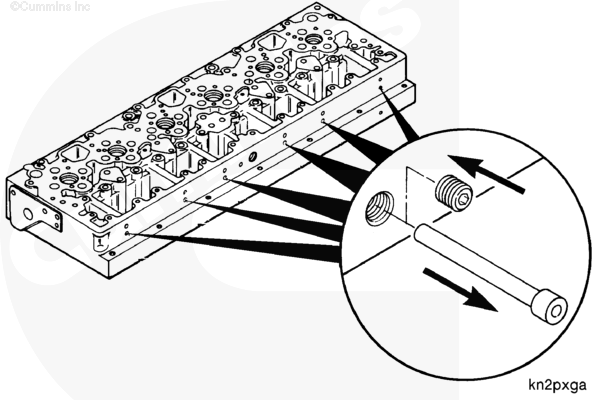
新型及 ReCon 缸盖上的所有燃油进油通道中都安装了塑料镶圈。
燃油进口通道是较低一排的油道。
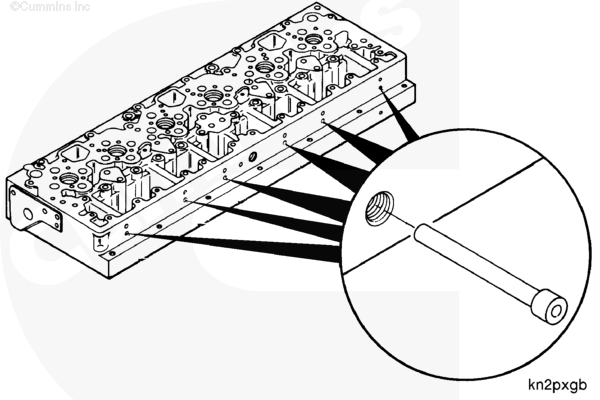
根据是否旋转燃油管路,必须拆下一个燃油进油通道镶圈,以便燃油流到喷油器。如果没有拆下镶圈,发动机将不能起动。
拆下管塞,并用削尖的物体从孔中起出镶圈。
用两只摇臂支架安装螺钉和两只长的摇臂室盖安装螺钉安装零件号为 3822476 缸盖吊耳。
拧紧螺钉。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
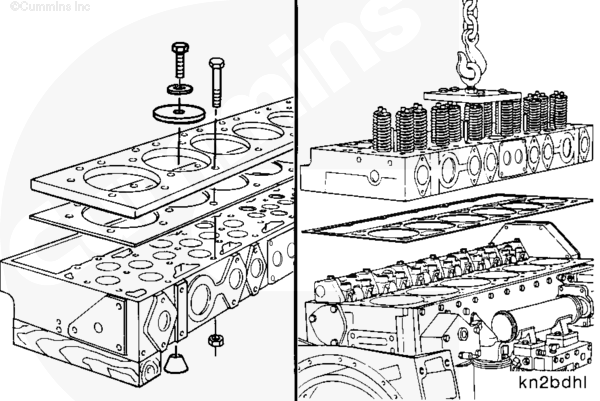
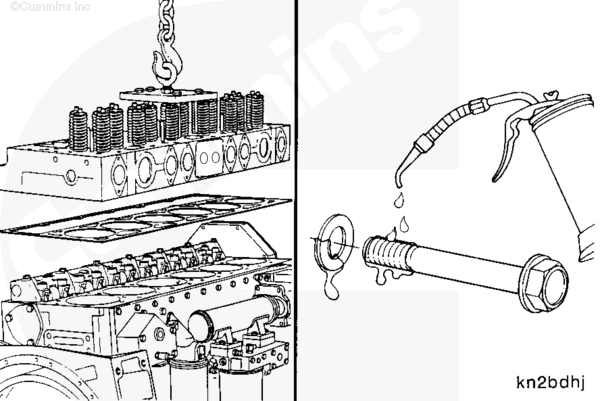
CAUTION
不要将缸盖落在缸盖密封垫上。否则可能会损坏密封垫材料。
安装缸盖密封垫。
使用吊车或液压臂安装缸盖。
在缸盖螺钉的螺纹上和法兰底部涂一薄层清洁的 15W-40 机油。
让螺钉螺纹中多余的机油流出。
拆下缸盖吊耳(零件号 3822479)。
将装着新密封垫圈的 7 个六角凸缘头螺钉安装到发动机的燃油泵侧。
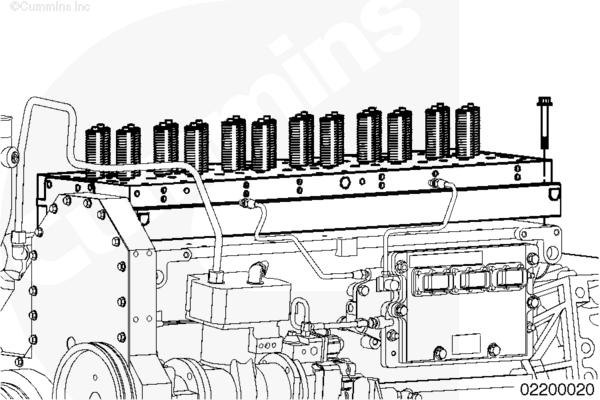
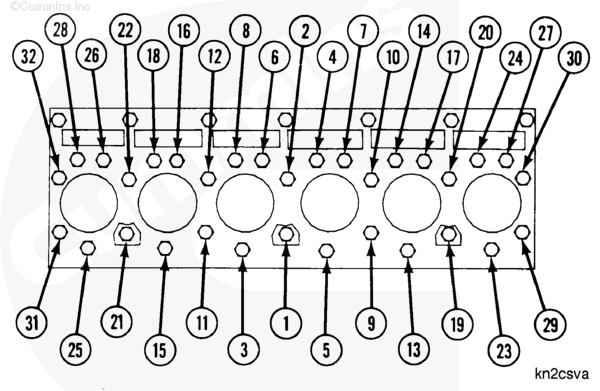
按图示顺序安装其余的 32 个缸盖螺钉。
确保将 3 个短螺钉装入进气端口内。
在将所有 32 个螺钉(旧螺钉或新螺钉)按紧固步骤 2 拧紧后,必须再拧 180 度。在缸盖上做一个标记,供以后参考。转动螺钉两扣以上,但不能超过三扣。
按紧固步骤 2 拧紧后,在缸盖上做上标记,供以后参考。
使用扭矩加角度法时,转动 180 度角的公差是两到三扣。如果不小心将螺钉旋转超出三扣,不要松开螺钉。紧固载荷仍然是可接受的。然而,旋转螺钉超过 3 扣会减少可能继续使用的次数。
注 : 该紧固步骤既适用于旧型螺钉,也适用于新型螺钉。
按图示顺序将所有螺钉拧紧到规定值:
- 1. 68 n•m [ 50 ft-lb ]
- 2. 136 n•m [ 100 ft-lb ]
- 3. 拧紧 180 度
注 : 转动至少两扣,但不要超过三扣。
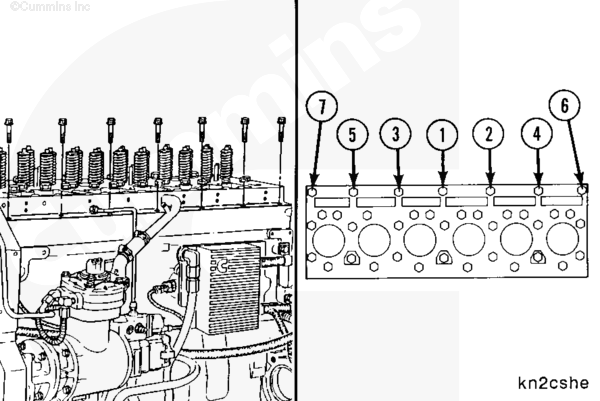
按图示顺序拧紧缸盖燃油泵侧的 7 个螺钉。
最后步骤
带 EGR
注 : 如果由于导致内部冷却液泄漏的故障更换了缸盖、缸盖密封垫或缸盖喷油器套筒,如果该装置配备了外部曲轴箱呼吸器芯,则必须更换外部曲轴箱呼吸器芯。参考第 3 节中的步骤 003-019。
注 : 如果故障导致冷却液进入排气系统,是后处理系统可以修复。参考第 14 节中的步骤 014-013。
注 : 如果有故障造成机油、过多燃油或过多黑烟进入排气系统,则必须检查后处理系统。参考《后处理柴油氧化催化器和后处理柴油微粒滤清器继续使用准则》(公告号 4021600)。
注 : 如果因排气门、进气门、活塞损坏或其它产生碎屑的故障,要更换活塞,采用以下步骤。参考《避免发动机产生机械问题后涡轮增压器损坏》(维修公告号 4326040)
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能***,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能***,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 安装制冷剂压缩机和安装支架。
- 安装 CM870 ECM 安装支架。参考《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)第 19 节中的步骤 019-031。
- 将 ECM 接头连接到 ECM。参考第 6 节中的步骤 006-006。
- 安装风扇轮毂。参考第 8 节中的步骤 008-036。
- 安装冷却风扇。参考第 8 节中的步骤 008-040。
- 将燃油管安装在缸盖上。参考第 6 节中的步骤 006-024。
- 安装排气歧管。参考第 11 节中的步骤 011-007。
- 安装涡轮增压器。参考第 10 节中的步骤 010-033。
- 安装摇臂室。参考第 3 节中的步骤 003-013。
- 安装缸盖排气管。
- 安装 EGR 冷却器参考第 11 节中的步骤 011-019。
- 安装 EGR 阀。参考第 11 节中的步骤 011-022。
- 安装 EGR 冷却器冷却液回流管和供应管。参考第 11 节中的步骤 011-019。
- 安装 EGR 冷却器排放管。参考第 11 节中的步骤 011-031。
- 安装水歧管。参考第 8 节中的步骤 008-061。
- 安装 EGR 连接管。参考第 11 节中的步骤 011-025。
- 安装 EGR 混合器和空气管道总成。参考第 11 节中的步骤 011-021。
- 安装 EGR 压差传感器和排气压力传感器管。参考第 1 节中的步骤 011-026。 参考第 11 节中的步骤 011-027。
- 将排气压力传感器连接到线束。参考《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)第 19 节中的步骤 019-376。
- 连接 EGR 压差传感器线束和传感器。参考《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)第 19 节中的步骤 019-370。
- 将空气压缩机供气管连接到 EGR 混合器。参考第 12 节中的步骤 012-109。
- 安装喷油器。参考第 6 节中的步骤 006-026。
- 安装跨接压板。参考第 3 节中的步骤 003-009。
- 安装摇臂总成。参考第 3 节中的步骤 003-009。
- 安装推管和推杆。参考第 4 节中的步骤 004-014。
- 安装发动机内部导线线束。
- 将 Deutsch™ 2 针接头连接到燃油喷油器的发动机内部导线线束上。
- 安装发动机内部导线线束固定卡箍螺钉。
- 安装摇臂室壳体前方 Metric-Pack 12- 针接头的锁紧螺栓,并连接上接头。连接发动机制动供油管(如果配备)。
- 安装发动机制动器(如果适用)。参考第 20 节中的步骤 020-024。
- 安装摇臂室盖。参考第 3 节中的步骤 003-011。
- 安装曲轴箱通呼吸器(如果适用)。参考第 3 节中的步骤 003-001。
- 连接至涡轮增压器和进气歧管的空气管路。参考第 10 节中的步骤 010-023。 参考第 10 节中的步骤 010-033。
- 加注冷却系统。参考第 8 节中的步骤 008-018。
- 连接蓄电池。参考第 13 节中的步骤 013-009。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
不带 EGR 系统
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 安装风扇轮毂和风扇。参考第 8 节中的步骤 008-036。 参考第 8 节中的步骤 008-040。
- 安装已拆下的支架和卡箍。
- 安装缸盖的燃油管和空气压缩机管。
- 安装排气歧管。参考第 11 节中的步骤 011-007。
- 安装摇臂室。参考第 3 节中的步骤 003-013。
- 安装喷油器。参考第 6 节中的步骤 006-026。
- 安装摇臂总成。参考第 3 节中的步骤 003-009。
- 安装发动机内部导线线束。
- 连接发动机内部线束 12- 针接头与发动机外部线束 12- 针接头。
- 安装锁紧螺钉(Torx™ 规格 T-25)。拧紧螺钉。
- 安装发动机内部线束的固定卡箍。
- 将 Deutsch™ 2 针接头连接到燃油喷油器的发动机内部导线线束上。
- 安装跨接压板。参考第 3 节中的步骤 003-009。
- 安装推管和推杆。参考第 4 节中的步骤 004-014。
- 安装发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 安装涡轮增压器。参考第 10 节中的步骤 010-033。
- 安装摇臂室盖。参考第 3 节中的步骤 003-011。
- 连接至涡轮增压器和进气歧管的空气管路。有关正确的扭矩值,参见制造商技术规范。
- 加注冷却系统。参考第 8 节中的步骤 008-018。
- 连接蓄电池电缆。参考第 13 节中的步骤 013-009。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
准备步骤
带 EGR
,WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 排放冷却系统。参考第 8 节中的步骤 008-018。
- 断开蓄电池。参考第 13 节中的步骤 013-009。
- 拆卸进气管和进气歧管。参考第 10 节中的步骤 010-023。
- 拆下涡轮增压器。参考第 10 节中的步骤 010-033。
- 拆下摇臂室盖。参考第 3 节中的步骤 003-011。
- 拆下发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 拆卸发动机制动放油管(如果配备)。
- 从摇臂室壳体前方的 Metric-Pack™ 12 针接头上拆下锁紧螺钉,并分离接头。
- 拆下固定卡箍螺钉的发动机内部导线线束。
- 将连接发动机内部导线线束与燃油喷油器的 Deutsch™ 2 针接头断开。
- 断开发动机内部导线线束。
- 拆卸推杆或推管。参考第 4 节中的步骤 004-014。
- 拆下摇臂总成。参考第 3 节中的步骤 003-009。
- 拆下跨接压板。参考第 3 节中的步骤 003-009。
- 拆下喷油器。参考第 6 节中的步骤 006-026。
- 从 EGR 混合器上拆下空气压缩机供气管。参考第 12 节中的步骤 012-109。
- 拆下 EGR 压差传感器线束和传感器。参考第 19 节中的步骤 019-370。 此步骤在《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)中提供。
- 从线束上断开排气压力传感器。参考第 19 节中的步骤 019-376。 此步骤在《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)中提供。
- 断开 EGR 压差传感器。参考第 11 节中的步骤 011-026。
- 断开 EGR 排气压力传感器管。参考第 11 节中的步骤 011-027。
- 拆卸 EGR 混合器和空气管道总成。参考第 11 节中的步骤 011-021。
- 拆卸 EGR 连接管。参考第 11 节中的步骤 011-025。
- 拆下水歧管。参考第 8 节中的步骤 008-061。
- 拆下 EGR 冷却器排放管。参考第 11 节中的步骤 011-031。
- 拆下 EGR 冷却器冷却液回流管和供应管。参考第 11 节中的步骤 011-019。
- 拆卸 EGR 阀。参考第 11 节中的步骤 011-022。
- 拆卸 EGR 冷却器。参考第 11 节中的步骤 011-019。
- 断开缸盖排放管。
- 拆下摇臂室。参考第 3 节中的步骤 003-013。
- 拆卸排气歧管。参考第 11 节中的步骤 011-007。
- 从缸盖上拆下燃油管。参考第 6 节中的步骤 006-024。
- 拆下风扇毂。参考第 8 节中的步骤 008-036。
- 拆下风扇。参考第 8 节中的步骤 008-040。
- 将发动机控制模块 (ECM) 接头从 ECM 上断开。参考第 6 节中的步骤 006-006。
- 拆下 CM870 ECM 安装支架。参考第 19 节中的步骤 019-031。此步骤见《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)。
- 拆下制冷剂压缩机和安装支架。
不带 EGR 系统
WARNING
蓄电池可能有易爆***气体逸出。为降低人身伤害的可能***,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能***,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 排放冷却系统。参考第 8 节中的步骤 008-018。
- 断开蓄电池。参考第 13 节中的步骤 013-009。
- 拆卸进气管和进气歧管。参考第 10 节中的步骤 010-023。
- 拆下曲轴箱呼吸器(如果配备)。参考第 3 节中的步骤 003-001。
- 拆下涡轮增压器。参考第 10 节中的步骤 010-033。
- 拆下摇臂室盖。参考第 3 节中的步骤 003-011。
- 拆下发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 拆卸摇臂室后端 Metric-Pack™ 12 针接头的锁紧螺钉,并分离接头。
- 拆下固定卡箍螺钉的发动机内部导线线束。
- 从连接发动机内部导线线束与燃油喷油器的 Deutsch™ 2 针接头上拆下锁紧螺钉。
- 从发动机上拆下内部发动机导线线束。
- 拆卸推杆或推管。参考第 4 节中的步骤 004-014。
- 拆下摇臂总成。参考第 3 节中的步骤 003-009。
- 拆下跨接压板。参考第 3 节中的步骤 003-009。
- 拆下喷油器。参考第 6 节中的步骤 006-026。
- 拆下摇臂室。参考第 3 节中的步骤 003-013。
- 拆下涡轮增压器。参考第 10 节中的步骤 010-033。
- 拆卸排气歧管。参考第 11 节中的步骤 011-007。
- 从缸盖上拆下燃油管和空气压缩机管。
- 拆下风扇毂。参考第 8 节中的步骤 008-036。
- 拆卸冷却风扇。参考第 8 节中的步骤 008-040。
- 拆下所有需要拆卸的支架和卡箍。
拆卸
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
拆卸发动机燃油泵侧七个 12 角缸盖螺钉。
按图示顺序拆卸其余的 32 个缸盖螺钉。
进气端口内有三个螺钉。
用两只摇臂支架安装螺钉和两只长的摇臂室安装螺钉安装零件号为 3822479 的缸盖吊耳。
拧紧螺钉。
扭矩值: 47 n•m [ 35 ft-lb ]
CAUTION
将缸盖放在木块上,以防损坏燃烧面。
使用吊车或液压臂拆卸缸盖。
拆下缸盖密封垫。
泄漏测试
检查气门有无泄漏或烧损迹象。如果发现泄漏或烧损迹象,必须重新加工气门和气门座表面。
测试缸盖是否损坏。使排气口朝上放下缸盖。向一个排气口注入燃油,直到注满为止。放下燃油罐并开始计时。
若 30 秒内有一滴燃油滴出或沿缸盖表面流出,则表明排气门和气门座的表面必须重新加工。
如果 30 秒内没有燃油滴沿缸盖表面流下,则排气门可接受。
对所有 6 个气缸重复此过程。
向一个进气口注入燃油,直到注满为止。放下燃油罐并开始计时。
M 系列缸盖上的每个进气端口都向 4 个进气门(两个气缸)供应燃油。
若 30 秒内有一滴燃油滴出或沿缸盖表面流出,则表明进气门和气门座的表面必须重新加工。
如果 30 秒内没有燃油滴沿缸盖表面流下,则进气门可接受。
对所有 6 个气缸重复此过程。
只要有进气门或排气门未通过测试,所有气门和气门座表面都必须重新加工。
真空测试
使用真空测试仪(零件号 ST-1257)检查气门与气门座之间的密封性。
对于旧缸盖不推荐使用气门真空度测试仪。参考本步骤的“泄漏测试“部分了解建议的步骤以检查旧缸盖。
真空测试仪可以用来测试所有型号的 Cummins® 发动机。M11 发动机缸盖上安装了密封圈(零件号 ST-1257-35)以及真空皮碗(零件号 3376100)。
将密封圈和真空杯安装到真空管软管上。
进行真空测试时,气门和气门座必须保持清洁干燥。
使用真空杯和密封件盖住气门。
密封件必须与气门周围的缸盖紧密接触。
将扳钮开关 (1) 扳至 ON(接通)位置。
将真空控制阀 (2) 转到 OPEN(开启)位置。
如果真空表指针顺时针转动,则真空控制阀处于 OPEN(开启)位置。
运行真空泵,直至真空表指示达到规定的真空度。
气门与气门座的真空度 mm-hg in-hg 508 最小 20 635 最大 25
将扳钮开关转到 OFF(断开)位置。
当真空表指针指示 457 mm Hg [18 in Hg] 时,使用秒表开始计时。
当真空表指针指示 203 mm Hg [8 in Hg] 时,停止计时。
指针在规定的真空表读数之间移动所用的时间必须为 10 秒钟或以上。
如果所用时间不足 10 秒,进行下列检查:
- 重复测试以确保设备运转正常。
- 使用木锤轻敲气门杆确保气门座合到位。重复该测试。
- 在气门座镶圈和气门头部外径处涂敷一薄层润滑脂。重复该测试。润滑脂的图案将显示出泄漏点。
润滑脂密封图案上的中断点表示气门与气门座或气门座镶圈与缸盖之间存在泄漏。
清洁
CAUTION
清洁前如果机油通道未塞住或盖住,可能会导致曲轴故障。
在凸轮轴随动件和活塞上方盖上清洁的不起毛的布,以防污垢落入发动机。
堵住或盖住缸体顶面的冷却液通道和机油通道。
WARNING
当使用溶剂、酸或碱***材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用密封垫刮刀清洁缸体顶面。
使用 Scotch-Brite™ 7448 研磨垫(零件号为 3823258)或等同物和溶剂清除缸体顶面残留的密封垫材料。
确保缸盖螺钉孔清洁并且无碎屑、机油或冷却液。
WARNING
使用蒸汽清洗器时,戴上护目镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用蒸汽清洗缸盖,并用压缩空气吹干。
使用压缩空气将所有螺钉孔吹干。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
使用 Scotch-Brite 7448 研磨垫(零件号为 3823258)或等同物和溶剂清洁缸盖的燃烧表面。
清洁排气歧管密封垫表面。
清洁摇臂室壳体密封垫表面。
拆解
拆卸之前,测量并记录气门下沉量及气门端部高出缸盖顶面的高度。参考此步骤中的“清洁和检查能否继续使用“。
如图所示,将缸盖放在缸盖夹具(零件号ST-583)中。
在气门和缸盖夹具之间放置一个木块以支撑气门。
使用气门弹簧压缩器(零件号 ST-448)、压缩器螺纹适配器(零件号 3376850)和压缩器适配器(零件号 3376851)压缩气门弹簧。
使用磁棒拆卸气门锁片。废弃气门锁片。
缓慢释放气门弹簧上的压力。
拆卸气门弹簧座圈。
拆卸气门弹簧。
拆下气门弹簧耐磨板。
拆下气门。
使用电子标记笔(或錾刀)标记拆卸时气门所在位置。
进气门和排气门由不同的材料制造而成,因此不可互换。
重复此步骤以拆下其余的气门锁片、座圈、弹簧、耐磨板和气门。
从气门导管上拆下气门密封件。
拆卸气门导管之前,测量并记录气门导管内径和高度。参考此步骤中的“清洁和检查能否继续使用“。
使用气门导管装卸器(零件号 3376398)拆下旧气门导管。
拆卸气门座镶圈之前,参考此步骤中的“泄漏测试“及“检查能否继续使用“部分。气门的状况、气门下沉量以及气门与气门座镶圈之间的密封情况都有助于判断是否需要更换气门座镶圈。
使用滑锤总成(零件号 3376616)和气门座拆卸器(零件号 3376146)从缸盖上拆下进气门座镶圈。
检查镶圈孔有无裂纹或其它损坏。
如果发现裂纹或损坏,可通过加工镶圈孔与大尺寸气门座镶圈配合以维修缸盖。参考《补救维修手册》(公告号为 3710310)。
拆卸喷油器套筒之前执行冷却液通道和燃油通道压力测试。
使用喷油器套筒拉拔器(零件号 3377079)从缸盖上拆卸喷油器套筒。
按照随工具提供的说明,拆下套筒。
从缸盖上的喷油器孔上拆下喷油器套筒 O 形圈。废弃 O 形圈。
修理
缸盖进气端口周围腐蚀 - 如果尚未拆卸摇臂室,将其拆下。参考第 3 节中的步骤 003-013。
如果尚未拆卸摇臂室密封垫,将其拆下
在修理缸盖进气端口周围的腐蚀时,使用修理工具包(零件号 4918684)。
用 LPS™ ZeroTri™ 或等同物清洁摇臂室配合面。也可以使用变性乙醇。用 Belzona™ 脱模剂 9411 涂抹在带有 Belzona™ 1311 Ceramic R-Metal 的相应进气端口周围。此脱模剂需要涂上 15 到 20 分钟后才能与 Belzona™ 1311 Ceramic R-Metal 接触。
堵住进气端口并罩住气门弹簧和凸轮随动件,防止碎屑进入发动机。
用 Irwin™ jetpoint 钻头对缸盖腐蚀部分进行钻孔,以获得 0.381 mm 至 1.02 mm [0.015 in 至 0.040 in] 深的孔来填充材料。
清除缸盖区的钻屑。
取下端口上的进气塞。
清洁密封垫表面和缸盖钻孔内的任何机油或者机油残留物。使用 LPS™ ZeroTri™ 或等同物。也可以使用变性乙醇。确保没有粘满油的残留物。
按 3:1 的比例混合 Belzona™ 1311 Base 和 Belzona™ 凝固胶。需要完全混合。此颜色需要与目前无光线颜色的条纹统一。
当表面清洁和干燥后,将混合后的 Belzona™ 1311 涂抹在缸盖的钻孔内。确保有足够的物料填充钻孔区。将填充料反复压入腔内,确保不留下气隙。
仅在缸盖上安装摇臂室。不要使用密封垫。
在正在修理端口的四个角安装摇臂室螺栓。摇臂室用来形成缸盖表面的模压金属件。
拧紧摇臂室螺栓。
扭矩值: 61 n•m [ 45 ft-lb ]让 Belzona® 至少凝固 3 小时。
凝固时间取决于温度。
温度需要的设置时间(小时)° C[°F]16 以下[60] 以下316 到 21[60 到 70]2 1/221 到 27[70 到 80]227 到 32[80 到 90]1 1/232 及以上[90 及以上]1
更换进气端口塞,防止碎屑进入缸盖进气端口。
用手指或锉刀清洁并清除过量的 Belzona®。不要让 Belzona® 或任何碎屑掉入进气端口。用挫刀或者研磨块混合或者调匀修理区周围的材料。
取下进口塞和任何其它盖。
清洁并检查能否继续使用
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
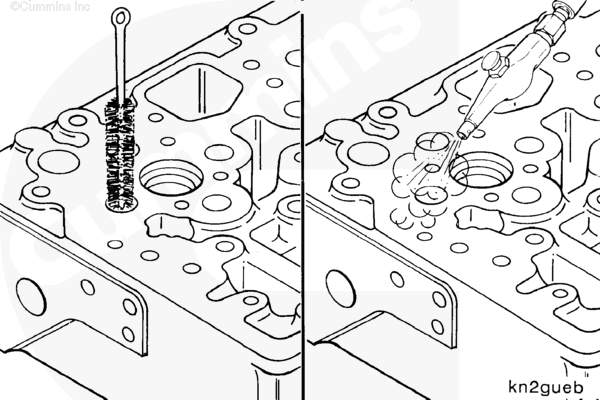
使用钢丝刷和溶剂清洁气门座镶圈孔的沉淀物。
使用溶剂清洗缸盖。
用压缩空气吹干。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用溶剂清洁喷油器孔。
用压缩空气吹干。
检查喷油器孔底部的喷油器座表面。
如果缸盖内的喷丸不平滑,必须维修喷油器孔。参考《L10 补救维修手册》(公告号 3810310)。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
用软刷和溶剂清洁缸盖中的气门导管孔。用压缩空气吹干。
目测检查燃油油道和水管是否堵塞或有异物。
清除任何堵塞物。
检查气门和气门弹簧是否有裂纹、弯曲,气门杆和气门弹簧锁片是否断裂,或者有其他损伤。
检查气门有无泄漏或烧损迹象。
如果发现零件有裂纹或损坏,或发现泄漏及烧损迹象,必须重装缸盖。参考《M11 系列发动机大修手册》(公告号 3666075)。
检查缸盖和气门是否有裂纹或其它损坏。
如果怀疑缸盖有裂纹,对缸盖进行压力测试。参考此步骤中的“压力测试“部分。
按照下列步骤测量缸盖燃烧表面的平面度:
- AA 和 BB(对角)
- CC (跨越燃烧表面)
- DD(跨整个缸盖表面)。
必须从缸盖前部至后部测量尺寸 CC 和 DD。
缸盖平面度 mm in AA 和 BB 0.200 最大 0.008 CC 0.076 最大 0.003 DD 0.127 最大 0.005
如果缸盖出现穴蚀、凹槽或磨损超过最大规定值,必须加工或切削缸盖表面。参考《L10 补救维修手册》(公告号 3810310)。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
CAUTION
不要使用腐蚀性或酸性溶液清洁缸盖螺钉,以免损坏缸盖螺钉。
使用石油基溶剂清洗缸盖螺钉。
使用钢丝刷、钢丝轮刷(软)或非研磨喷丸彻底清洁螺钉,以清除螺杆和螺纹上的沉积物。
使用扭矩加角度法安装法兰缸盖螺钉时会超过其屈服点,使螺钉形成永久拉伸。如果螺钉没有超出规定的自由长度,则可以在发动机的使用期限内继续使用。必须检查自由长度,以免安装时顶到缸体底部。
缸盖螺钉长度尺(零件号 3823546)已经开发出来,用于检查螺钉的自由长度。
注 : 新螺钉涂有灰色的涂层,且螺钉上没有 90 度的标记。
检查螺钉自由长度时,将螺钉的头部置于相应的槽中(长螺钉或短螺钉),使法兰紧靠槽的底座。
检查 M11 缸盖螺钉时使用标记 L10 缸盖螺钉的槽口。
如果螺钉的端部接触到测量尺的底部,则该螺钉太长,因而必须废弃。
如果螺钉端部与工具底部之间有间隙,则该螺钉可继续使用。
也可以用卡尺对螺钉进行检查。最大允许的自由长度是从螺钉法兰面的底部到螺钉端部测得的长度(尺寸 X)。
缸盖螺钉自由长度 mm in 3045849 短进气口螺钉 74.5 最大 2.933 3045850 长六角头螺钉 139.5 最大 5.492 4923187 长六角头螺钉 139.5 最大 5.492
使用气门弹簧测试仪(零件号为 3375182),测量气门弹簧处于工作高度下的载荷。
71.5 mm [2.814 in] 时的气门弹簧载荷 n lbf 1252 最小 281 1584 最大 356
如果工作高度的气门弹簧载荷低于最小规定值,必须更换气门弹簧。
检查气门弹簧座或气门弹簧导管有无损坏或磨损区域。
废弃损坏或磨损的零件。
检查气门是否损坏以及气门锁片槽是否磨损。
测量气门杆的外径。
气门杆外径(O.D.) mm in 9.580 最小 0.3772 9.633 最大 0.3793
如果气门损坏或气门杆磨损到低于最小规定值,必须更换气门。
如果在解体步骤中未拆下气门导管,检查气门导管有无碎屑或裂纹。
如图所示,在距离气门导管两端 13 mm [0.5 in] 的位置以及中间位置测量气门导管内径。
旧气门导管内径(已安装) mm in 9.663 最小 0.380 9.713 最大 0.382
如果气门导管内径不在给定的技术规范之内,必须更换气门导管。
测量气门导管高出缸盖顶面的安装高度。
气门导管高度(已安装) mm in 短导管 27.15 最小 1.069 27.65 最大 1.089 长导管 46.32 最小 1.824 46.58 最大 1.834
将一个新的或修复后的气门安装到气门导管。让气门紧靠气门座镶圈。
使用深度规(零件号 3823495)测量缸盖中的气门下沉量。
2006 年 8 月 21 日之前生产的缸盖气门下沉量 mm in 0.76 最小 0.030 1.17 最大 0.046
2006 年 8 月 21 日之前生产的缸盖最大工作气门下沉量 mm in 3.05 最大 0.120
2006 年 8 月 21 日之后生产的带有扇形图案缸盖的气门下沉量 mm in 0.51 最小 0.020 0.92 最大 0.036
2006 年 8 月 21 日之后生产的带有扇形图案的缸盖最大工作气门下沉量 mm in 2.80 最大 0.110
对于 2006 年 8 月 21 日之前生产的缸盖,在相同气缸的缸盖气门之间的最大气门下沉量的变化。 mm in 0.76 最大 0.030
2006 年 8 月 21 日之前生产的缸盖最大气门尖部高度 mm in 99.60 最大 3.921
对于 2006 年 8 月 21 日之后生产的带有扇形图案缸盖,在相同气缸上的气门之间最大气门下沉量的变化 mm in 0.51 最大 0.020
2006 年 8 月 21 日之后生产的带有扇形图案的缸盖最大气门尖部高度 mm in 99.35 最大 3.911
测量缸盖中气门座镶圈孔的内径。
镶圈孔内径(ID) mm in 45.920 最小 1.8079 45.935 最大 1.8085
如果气门座镶圈孔内径不符合给定的技术规范,参考《L10 补救维修及大修手册》(公告号 3810310)中的加大尺寸气门安装镶圈安装说明。
测量缸盖中气门导管孔的内径。
气门导管孔内径(I.D.) mm in 16.480 最小 0.6488 16.500 最大 0.6496
如果气门导管孔磨损超过最大规定值,可加工气门导管孔,并安装加大 0.51 mm [0.02 in] 的气门导管。参考《 L10 补救维修手册》(公告号 3810310)。
测量缸盖中气门座镶圈孔深度。
2006 年 8 月 21 日之前生产的缸盖镶圈孔深度(标准镶圈) mm in 9.40 最小 0.370 9.50 最大 0.374
2006 年 8 月 21 日之后生产的带有扇形图案的缸盖镶圈孔深度(标准镶圈) mm in 9.15 最小 0.360 9.25 最大 0.364
如果气门座镶圈孔深度不符合给定的技术规范,参考《L10 补救维修及大修手册》(公告号 3810310)中的缸盖加大尺寸气门座镶圈安装说明。
检查镶圈孔有无裂纹或其它损坏。
如果发现裂纹或损坏,可通过加工镶圈孔与大尺寸气门座镶圈配合以维修缸盖。参考《 L10 补救维修手册》(公告号 3810310)。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用溶剂清洗零件。
用压缩空气吹干。
检查摇臂接触垫有无磨损、裂纹或其它损坏。
垫接触区域的磨损宽度不得超过 7 mm [0.276 in]。
用压缩空气吹干。
测量气门杆孔到摇臂垫表面的气门杆孔深度(1)。
杆孔到垫表面 mm in 12.05 最小 0.474 12.55 最大 0.494
压力测试
CAUTION
如果还没有拆下气门和气门弹簧,不要对缸盖进行压力测试。水进入缸盖后不能彻底烘干,这会损坏气门导管和气门杆。
冷却液通道
安装零件号为 3376082 的缸盖水压测试装置:
- 安装零件号为 3376084(1)的密封垫
- 安装零件号为 3376658 的测试板(2)
- 安装 32 个缸盖螺钉和 32 个螺母(M14 x 1.50)。
拧紧螺母。
扭矩值: 47 n•m [ 35 ft-lb ]
使用六喷油器套筒夹具,零件号 ST-1179。
如图所示,在每个喷油器孔中安装螺钉 (1)、平垫圈 (2)、零件号为 ST-179-4 的垫板 (3) 以及零件号为 ST-1179-2 的心轴 (4)。
拧紧六喷油器套筒夹具螺钉。
扭矩值: 75 n•m [ 55 ft-lb ]
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
将一个调压气源软管连到测试固定板。施加空气压力。
测量 kpa psi 空气压力 276 40 用尼龙提升带和提升设备把缸盖吊到有盛水的箱中。
将缸盖完全浸入水中。
测量 celsius fahrenheit 水温 60 140
检查有无气泡从水中升起。
如果发现气泡,则更换或重装缸盖。
如果发现缸盖有裂纹,将缸盖保存在干净的发动机机油中,这样不会生锈。
拆下测试设备。
燃油通道
使用清洁的 15W-40 机油润滑喷油器 O 形圈。
使用新的 O 形圈,将一组喷油器安装在缸盖中。
有关正确的 O 形圈方向,参见第 6 节。
安装喷油器压紧卡箍和安装螺钉。
扭矩值: 75 n•m [ 55 ft-lb ]
将量程为 0-160 psi 压力表(零件号 3375275)安装到燃油出口管接头上。
将供气管路安装在燃油进口管接头上。
向缸盖加气压。
空气压力 kpa psi 552 最小 80 689 最大 100
关闭供气阀,检查燃油通道是否泄漏。
记录仪表上的空气压力。压力表上的气压值至少在 15 秒内不得下降。
如果空气压力下降,用肥皂水打湿燃油通道区域和管塞,以查找泄漏位置。
从缸盖上拆下喷油器。
在盛有清洗液的水箱中安装缸盖和零件。
清洁零件时,应确保遵照清洁溶剂制造商的说明书进行操作。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
在清洗箱中拆下缸盖和各零件。
使用燃油通道清洁刷(零件号 ST-876)和溶剂清洁燃油和机油通道。用压缩空气吹干。
检查燃油和机油通道以确保清洁。
磁力探伤检查
利用剩磁法检查气门有无裂纹。
排气门包含两种金属,必须使用线圈通电法进行检查。在两种金属的焊接处,将会出现明显的漏磁。在漏磁处,磁粉的图案将很宽。
在电流为 100-200 安培的线圈中对气门进行磁化。
使用 Magnaglo® 剩磁法检查气门。
排气门的焊接接头处将出现很宽而模糊的图案。如果图案中出现清晰的线条,必须更换气门。
进气门仅由一种金属制成,必须从两个方向进行磁化和检查。使用 Magnaglo® 线圈法并用 Magnaglo® 剩磁法检查,这与检查排气门的方法相同。
用 500 到 700 安培的电流进行再次通电,对进气门进行磁化。
再次用 Magnaglo® 剩磁法检查气门。
接受标准(排气门和进气门)
可见裂纹是指清除悬浮磁性颗粒之后通过 3 倍放大镜可以看到的裂纹。
区域 1 上没有长度大于 12.70 mm [0.500 in] 的磁粉图案。
磁粉图案不得超过 5 个,相邻磁粉图案之间的距离不得小于 3.18 mm [0.125 in]。
区域 2、3、4 和 5 上不得有任何磁粉图案或可见图案。
清除所有磁性,清洁可接受的气门。
从缸盖上拆下管塞、燃油通道塞和燃油管接头。
用凹槽拉拔器拆下膨胀塞。
磁化跨接压板,并用 Magnaglo® 剩磁法进行检查。
如果形成亮线,则表明有裂纹。气门杆孔区域是发生裂纹的主要位置。
如果发现裂纹,必须更换跨接压板。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
清除所有磁***。
使用溶剂清洗跨接压板。
用压缩空气吹干。
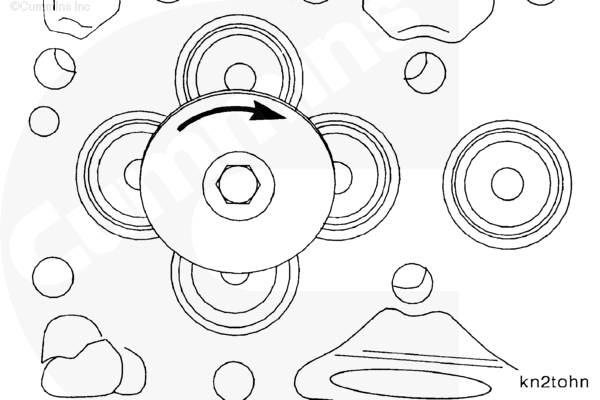
使用磁力探伤仪(零件号 ST-1166)检查燃烧面、气门口和喷油器孔周围区域是否有裂纹。
如图所示,将磁头放在燃烧表面上,检查缸盖上有无贯通的裂纹。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
向磁粉喷洒管中装入 1/3 容量的金属粉末。
将金属粉末轻轻喷洒在燃烧表面上。
用压缩空气清除多余的金属粉末。空气压力:276 kPa [40 psi]
如果有裂纹,金属粉末将保留在裂纹位置,并显示为一条白线。
检查缸盖燃烧表面有无裂纹。
如果喷油器孔周围的任何裂纹长度大于 7 mm [0.250 in],必须更换缸盖。
如图所示,将磁头放在燃烧表面上,检查缸盖上有无纵向裂纹。
重复上述步骤。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
有些溶剂易燃并且具有毒***。使用之前,应阅读制造商的说明书。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
清除所有磁***,并使用溶剂清洗缸盖。用压缩空气吹干。
使用磁力探伤仪后,必须彻底清洁缸盖,以去除所有铁粉。
组装
将气门座镶圈工具(零件号 ST-275)的底座和转盘安装在缸盖上,以引导气门座冲头。安装气门导管拆装压机(零件号 ST-804-1)。
安装时镶圈倒角 (1) 必须朝向沉孔底部。
使用气门座装卸器(零件号 3376105)将进气门座镶圈装入沉孔中。
确保镶圈座入沉孔底部。
用气门座研磨机(零件号 ST-685)和气门导管心轴组(零件号 804)研磨新的气门座镶圈。
使用气门导管装卸器(1)(零件号 3823947)安装新气门导管。
测量气门导管高出缸盖顶面的安装高度。
参考本步骤中的“清洁和继续使用检查“部分了解技术规范。
测量气门导管内径。
参考本步骤中的“清洁和继续使用检查“部分了解技术规范。
如果气门导管不符合给定的技术规范,必须更换气门导管。
使用植物油润滑喷油器套筒 O 形圈。
将 O 形圈(1)安装到喷油器套筒槽中。
使用喷油器套筒改锥(零件号 ST-1227)将喷油器套筒安装到缸盖上。拆下套筒装卸器。
将喷油器套筒固定工具(零件号 ST-1179)安装在喷油器套筒中。
扭矩值: 50 n•m [ 37 ft-lb ]
安装喷油器套筒改锥。
用木锤击敲击冲头,使套筒坐入孔中。
拆下装卸器,然后再次拧紧喷油器套筒夹具螺钉。
扭矩值: 50 n•m [ 37 ft-lb ]
使用喷油器套筒扩张器(零件号 ST-880)扩张喷油器套筒上部。
调整扩张器滚轮边缘(1)和套管(2)间的间隙至规定值。
测量 mm in 间隙 27 1.06
将扩张器安装到喷油器套筒中,用 1/2-in 的套筒和英寸-磅扭矩扳手旋转心轴。
扭矩值: 9 n•m [ 80 in-lb ]从喷油器套筒上拆下扩张器和夹具。
使用导杆(零件号 ST-379-2)、固定架(零件号 ST-884-1)和喷油器座刀具(零件号 ST-844-3)切割喷油器座。
将喷油器套筒刀具和缸盖安装到钻床上。
用切削油润滑刀头。
小心加工喷油器套筒,直至密封区域平滑为止。
从喷油器套筒孔和燃油通道中清除金属颗粒。
CAUTION
用缸盖夹具(零件号 ST-583)支撑缸盖,以免损坏突出燃烧室表面的喷油器端部。
不用 O 形圈,将喷油器安装到缸盖中。
扭矩值: 75 n•m [ 55 ft-lb ]
拧开缸盖,用深度规(零件号 3823495)测量喷油器端部突出量。
喷油器端部突出量(新型喷油器套筒) mm in 2.28 最小 0.090 2.54 最大 0.100
拆下喷油器,并在喷油器底座区的外径上涂发蓝化合物。
不用 O 形圈,将喷油器安装到缸盖中。
扭矩值: 75 n•m [ 55 ft-lb ]
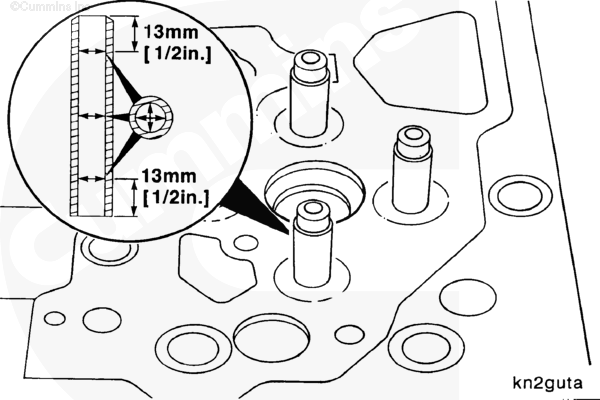
喷油器座合区域 (1) 的发蓝图案必须离缸盖表面约 13 mm [0.50 in]。
喷油器孔座的宽度 (2) 最小必须为 1.52 mm [0.060 in]。
安装新的喷油器套筒后,检查缸盖是否泄漏。参考此步骤中的“压力测试“部分。
在管塞螺纹上涂抹一层碗形塞密封胶(零件号 3375068)。安装管塞。
管塞 (1) 位于缸盖的前部,必须安装在缸盖表面以下。
扭矩值: 10 n•m [ 89 in-lb ]
在膨胀塞外径涂一层碗形塞密封胶,零件号为 3375068。
使用零件号为 3823372、3376058 和 3376816 的膨胀塞装卸器将膨胀塞安装到缸盖中。
采用合适的膨胀塞装卸器会使膨胀塞装入缸盖内正确的深度。
CAUTION
不要用力过大,否则会损坏密封件。
使用气门密封件起子(零件号 3823946)将气门密封件安装到气门导管上。
将密封件置于工具轴上。
将心轴插入导管上部,用塑料锤轻敲此工具,使密封件底部座入气门导管加工的台阶上。
使用清洁的 80W 或更高级的带 EP 添加剂的齿轮润滑油润滑气门杆。
将气门装入气门导管中。
安装气门之后,将缸盖放到不会损坏缸盖表面的平面上。
安装气门弹簧耐磨板。
安装气门弹簧。
安装气门弹簧座圈。
使用气门弹簧压缩器(零件号 ST-448)、压缩器螺纹适配器(零件号 3376850)和压缩器适配器(零件号 3376851)压缩气门弹簧。
重装缸盖时务必使用新锁片。
安装新气门弹簧座圈锁片。
用真空测试仪(零件号 ST-1257)和真空杯(零件号 3376100)对气门座进行真空测试。参考缸盖 - 真空测试气门座。
安装
新型及 ReCon 缸盖上的所有燃油进油通道中都安装了塑料镶圈。
燃油进口通道是较低一排的油道。
根据是否旋转燃油管路,必须拆下一个燃油进油通道镶圈,以便燃油流到喷油器。如果没有拆下镶圈,发动机将不能起动。
拆下管塞,并用削尖的物体从孔中起出镶圈。
用两只摇臂支架安装螺钉和两只长的摇臂室盖安装螺钉安装零件号为 3822476 缸盖吊耳。
拧紧螺钉。
扭矩值: 47 n•m [ 35 ft-lb ]
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
CAUTION
不要将缸盖落在缸盖密封垫上。否则可能会损坏密封垫材料。
安装缸盖密封垫。
使用吊车或液压臂安装缸盖。
在缸盖螺钉的螺纹上和法兰底部涂一薄层清洁的 15W-40 机油。
让螺钉螺纹中多余的机油流出。
拆下缸盖吊耳(零件号 3822479)。
将装着新密封垫圈的 7 个六角凸缘头螺钉安装到发动机的燃油泵侧。
按图示顺序安装其余的 32 个缸盖螺钉。
确保将 3 个短螺钉装入进气端口内。
在将所有 32 个螺钉(旧螺钉或新螺钉)按紧固步骤 2 拧紧后,必须再拧 180 度。在缸盖上做一个标记,供以后参考。转动螺钉两扣以上,但不能超过三扣。
按紧固步骤 2 拧紧后,在缸盖上做上标记,供以后参考。
使用扭矩加角度法时,转动 180 度角的公差是两到三扣。如果不小心将螺钉旋转超出三扣,不要松开螺钉。紧固载荷仍然是可接受的。然而,旋转螺钉超过 3 扣会减少可能继续使用的次数。
注 : 该紧固步骤既适用于旧型螺钉,也适用于新型螺钉。
按图示顺序将所有螺钉拧紧到规定值:
扭矩值:- 1. 68 n•m [ 50 ft-lb ]
- 2. 136 n•m [ 100 ft-lb ]
- 3. 拧紧 180 度
注 : 转动至少两扣,但不要超过三扣。
按图示顺序拧紧缸盖燃油泵侧的 7 个螺钉。
扭矩值: 68 n•m [ 50 ft-lb ]
最后步骤
带 EGR
注 : 如果由于导致内部冷却液泄漏的故障更换了缸盖、缸盖密封垫或缸盖喷油器套筒,如果该装置配备了外部曲轴箱呼吸器芯,则必须更换外部曲轴箱呼吸器芯。参考第 3 节中的步骤 003-019。
注 : 如果故障导致冷却液进入排气系统,是后处理系统可以修复。参考第 14 节中的步骤 014-013。
注 : 如果有故障造成机油、过多燃油或过多黑烟进入排气系统,则必须检查后处理系统。参考《后处理柴油氧化催化器和后处理柴油微粒滤清器继续使用准则》(公告号 4021600)。
注 : 如果因排气门、进气门、活塞损坏或其它产生碎屑的故障,要更换活塞,采用以下步骤。参考《避免发动机产生机械问题后涡轮增压器损坏》(维修公告号 4326040)
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能***,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能***,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 安装制冷剂压缩机和安装支架。
- 安装 CM870 ECM 安装支架。参考《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)第 19 节中的步骤 019-031。
- 将 ECM 接头连接到 ECM。参考第 6 节中的步骤 006-006。
- 安装风扇轮毂。参考第 8 节中的步骤 008-036。
- 安装冷却风扇。参考第 8 节中的步骤 008-040。
- 将燃油管安装在缸盖上。参考第 6 节中的步骤 006-024。
- 安装排气歧管。参考第 11 节中的步骤 011-007。
- 安装涡轮增压器。参考第 10 节中的步骤 010-033。
- 安装摇臂室。参考第 3 节中的步骤 003-013。
- 安装缸盖排气管。
- 安装 EGR 冷却器参考第 11 节中的步骤 011-019。
- 安装 EGR 阀。参考第 11 节中的步骤 011-022。
- 安装 EGR 冷却器冷却液回流管和供应管。参考第 11 节中的步骤 011-019。
- 安装 EGR 冷却器排放管。参考第 11 节中的步骤 011-031。
- 安装水歧管。参考第 8 节中的步骤 008-061。
- 安装 EGR 连接管。参考第 11 节中的步骤 011-025。
- 安装 EGR 混合器和空气管道总成。参考第 11 节中的步骤 011-021。
- 安装 EGR 压差传感器和排气压力传感器管。参考第 1 节中的步骤 011-026。 参考第 11 节中的步骤 011-027。
- 将排气压力传感器连接到线束。参考《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)第 19 节中的步骤 019-376。
- 连接 EGR 压差传感器线束和传感器。参考《ISM 发动机 CM870 电子控制系统故障判断和排除手册》(公告号 4021381)第 19 节中的步骤 019-370。
- 将空气压缩机供气管连接到 EGR 混合器。参考第 12 节中的步骤 012-109。
- 安装喷油器。参考第 6 节中的步骤 006-026。
- 安装跨接压板。参考第 3 节中的步骤 003-009。
- 安装摇臂总成。参考第 3 节中的步骤 003-009。
- 安装推管和推杆。参考第 4 节中的步骤 004-014。
- 安装发动机内部导线线束。
- 将 Deutsch™ 2 针接头连接到燃油喷油器的发动机内部导线线束上。
- 安装发动机内部导线线束固定卡箍螺钉。
- 安装摇臂室壳体前方 Metric-Pack 12- 针接头的锁紧螺栓,并连接上接头。连接发动机制动供油管(如果配备)。
- 安装发动机制动器(如果适用)。参考第 20 节中的步骤 020-024。
- 安装摇臂室盖。参考第 3 节中的步骤 003-011。
- 安装曲轴箱通呼吸器(如果适用)。参考第 3 节中的步骤 003-001。
- 连接至涡轮增压器和进气歧管的空气管路。参考第 10 节中的步骤 010-023。 参考第 10 节中的步骤 010-033。
- 加注冷却系统。参考第 8 节中的步骤 008-018。
- 连接蓄电池。参考第 13 节中的步骤 013-009。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
不带 EGR 系统
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 安装风扇轮毂和风扇。参考第 8 节中的步骤 008-036。 参考第 8 节中的步骤 008-040。
- 安装已拆下的支架和卡箍。
- 安装缸盖的燃油管和空气压缩机管。
- 安装排气歧管。参考第 11 节中的步骤 011-007。
- 安装摇臂室。参考第 3 节中的步骤 003-013。
- 安装喷油器。参考第 6 节中的步骤 006-026。
- 安装摇臂总成。参考第 3 节中的步骤 003-009。
- 安装发动机内部导线线束。
- 连接发动机内部线束 12- 针接头与发动机外部线束 12- 针接头。
- 安装锁紧螺钉(Torx™ 规格 T-25)。拧紧螺钉。
- 安装发动机内部线束的固定卡箍。
- 将 Deutsch™ 2 针接头连接到燃油喷油器的发动机内部导线线束上。
- 安装跨接压板。参考第 3 节中的步骤 003-009。
- 安装推管和推杆。参考第 4 节中的步骤 004-014。
- 安装发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 安装涡轮增压器。参考第 10 节中的步骤 010-033。
- 安装摇臂室盖。参考第 3 节中的步骤 003-011。
- 连接至涡轮增压器和进气歧管的空气管路。有关正确的扭矩值,参见制造商技术规范。
- 加注冷却系统。参考第 8 节中的步骤 008-018。
- 连接蓄电池电缆。参考第 13 节中的步骤 013-009。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。