English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
产品中心
康明斯ISM、ISMe和QSM11柴油发动机维修手册之凸轮轴、凸轮轴衬套、凸轮轴齿轮的拆卸安装与标准的维修技术参数
康明斯ISM、ISMe和QSM11柴油发动机维修手册之凸轮轴、凸轮轴衬套、凸轮轴齿轮的拆卸安装与标准的维修技术参数

准备步骤
- 从进气歧管上拆下空气管。
- 拆下摇臂室盖。参考第 3 节中的步骤 003-011。
- 拆下发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 拆下推管和推杆。参考第 4 节中的步骤 004-014。
- 拆下齿轮室盖。参考第 1 节中的步骤 001-031。
注 : 可以在不拆卸缸盖的情况下拆卸凸轮轴。可用金属丝系住凸轮轴随动件,使之远离凸轮轴。
- 拆下凸轮轴惰轮。参考第 1 节中的步骤 001-036。

拆卸
抬起凸轮轴随动件总成,用金属丝系住凸轮轴随动件,使之远离凸轮轴。
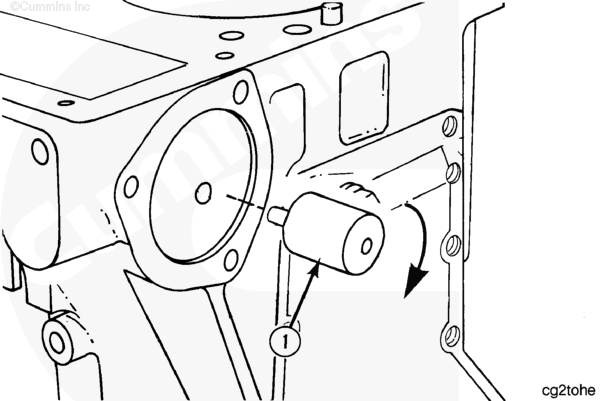
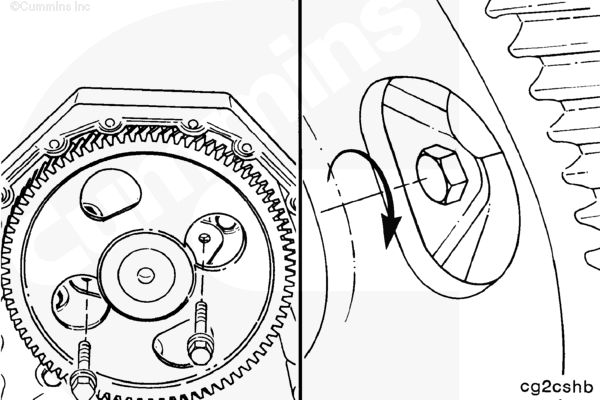
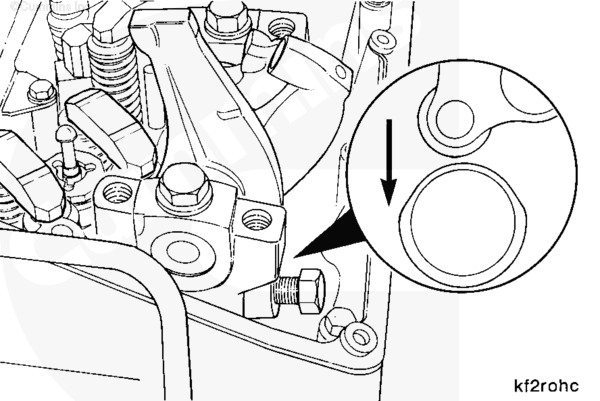
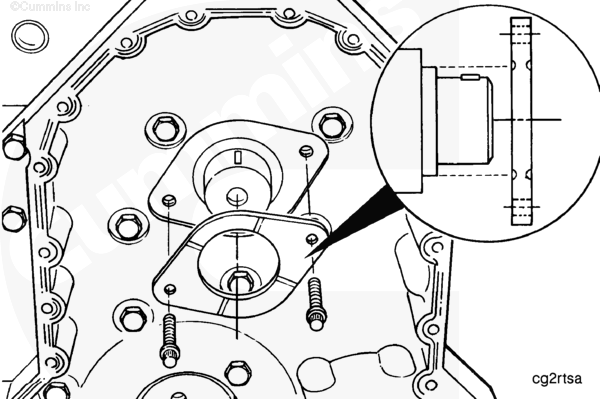
旋转凸轮轴使得凸轮轴齿轮上的孔对准止推板螺钉。
拆卸止推板螺钉。
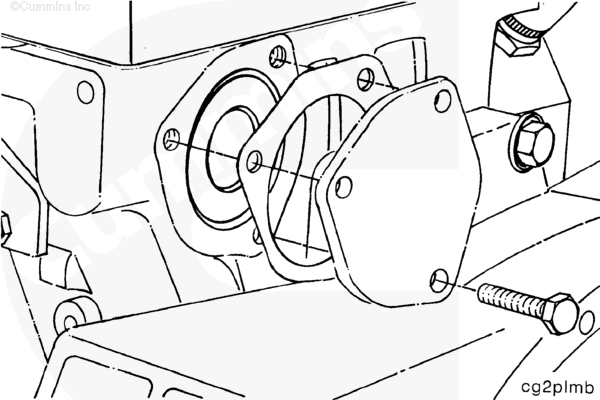
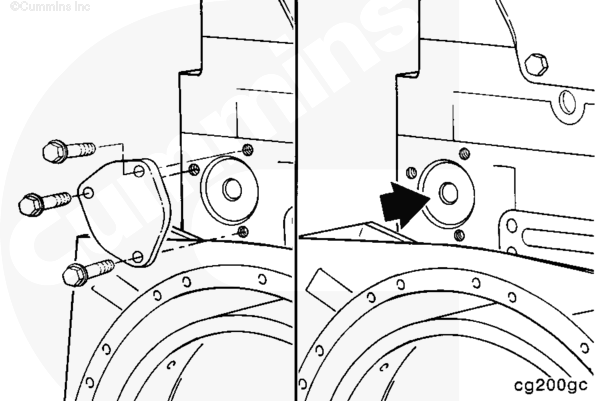
拆卸三个螺钉和凸轮轴后盖板。
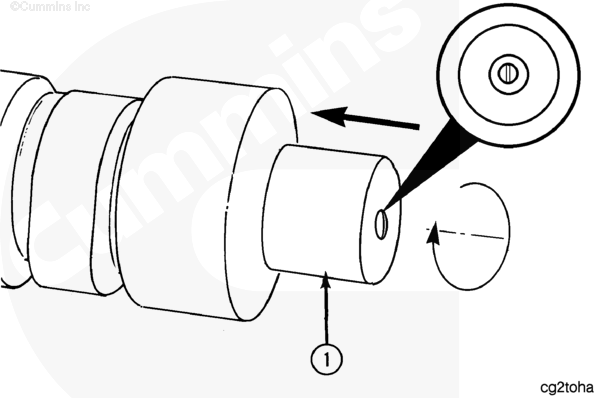
如下安装凸轮轴安装导向装置(零件号 3376388):
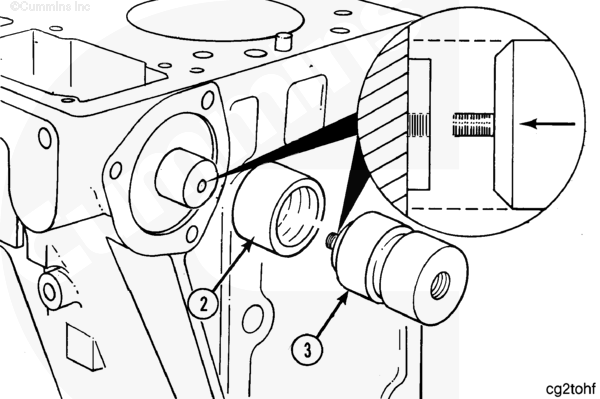
- 将扩张器 (1)(零件号 3376923)穿过后盖板开口装入凸轮轴中。
- 沿顺时针方向将螺钉拧入扩张器,扩张膨胀塞。
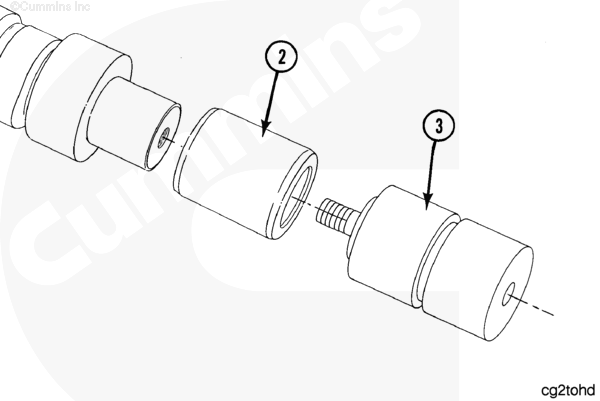
- 在扩张器上安装心轴套筒 (2)。
- 将定位导向加长杆(3)安装到扩张器上。
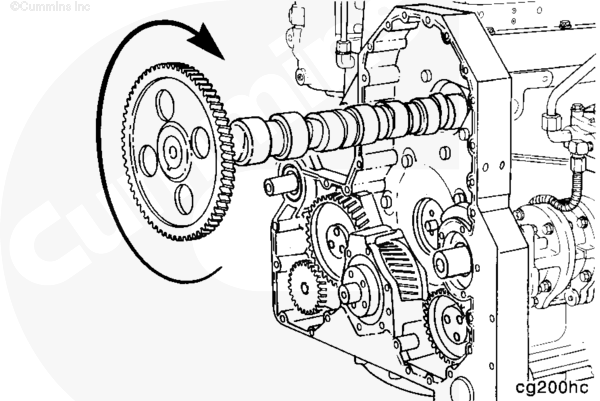
用一只手缓慢转动凸轮轴并从缸体中取出凸轮轴,另一只手在取出过程中托住凸轮轴,保持平衡。
拆下凸轮轴导向工具。
清洁和检查能否继续使用
清洁凸轮轴后盖板和缸体配合面。
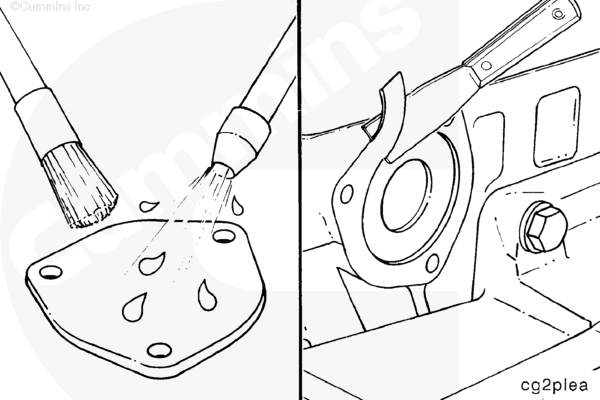
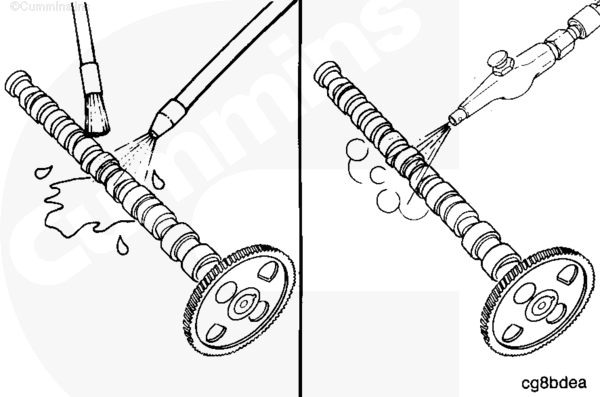
WARNING
使用蒸汽清洁器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
用蒸汽或溶剂清洗凸轮轴。
用压缩空气吹干。
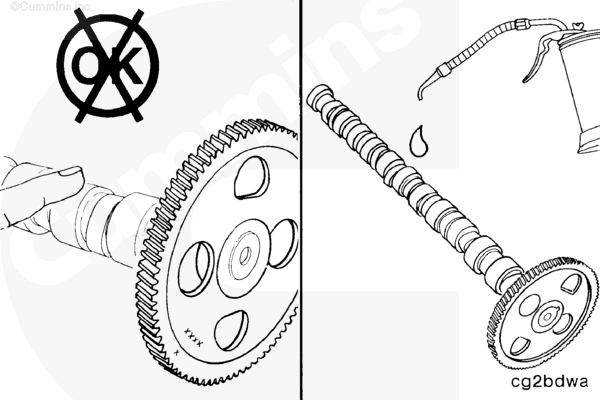
CAUTION
凸轮轴经过蒸气清洗后,不得赤手触摸其机加工表面。否则会生锈,从而损坏凸轮轴。处理之前,用清洁的15W-40 机油润滑凸轮轴。
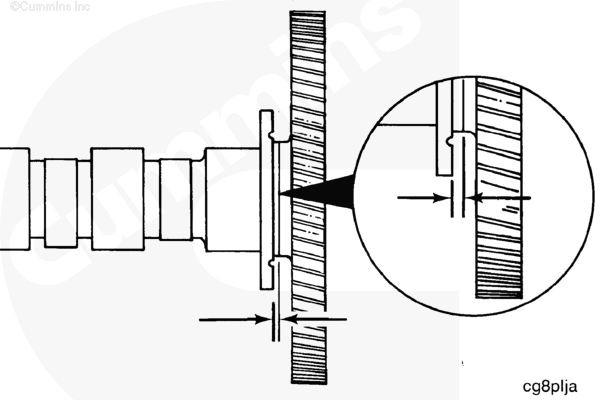
测量齿轮毂与止推板之间的间隙。
| 凸轮轴止推板间隙 | ||
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.33 | 最大 | 0.013 |
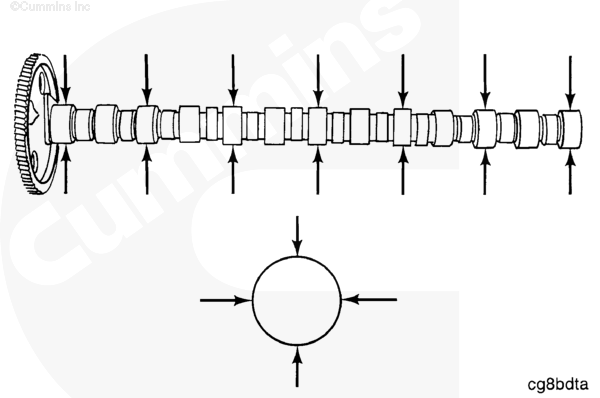
测量7个凸轮轴轴套轴颈的外径。
| 凸轮轴衬套轴颈的外径 | ||
| mm | in | |
| 71.960 | 最小 | 2.8331 |
| 72.013 | 最大 | 2.8352 |
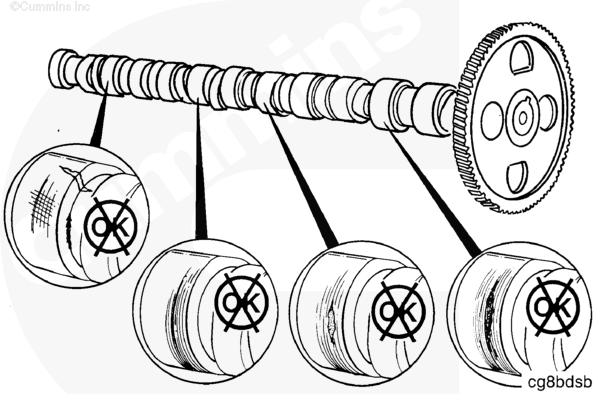
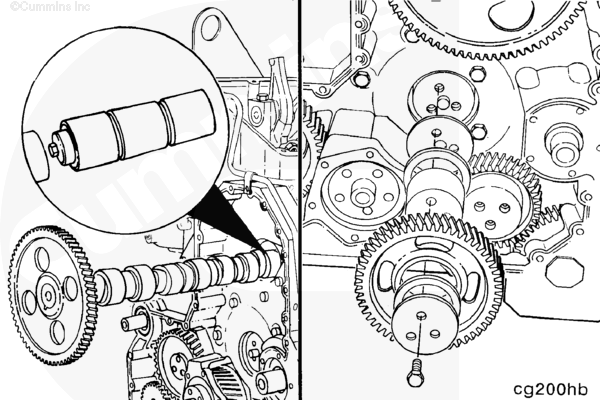
检查凸轮轴凸轮有无裂纹、划痕或其它损坏。
对于带突起滚轮的发动机,参考《凸轮轴继续使用指南》(公告号 3666052)。
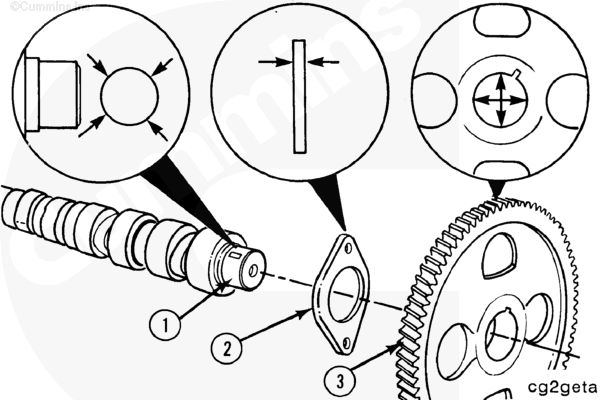
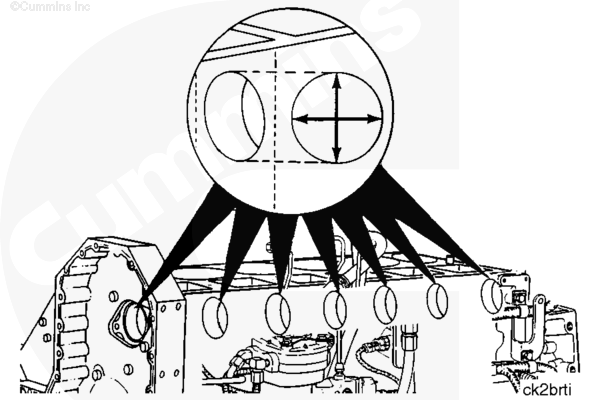
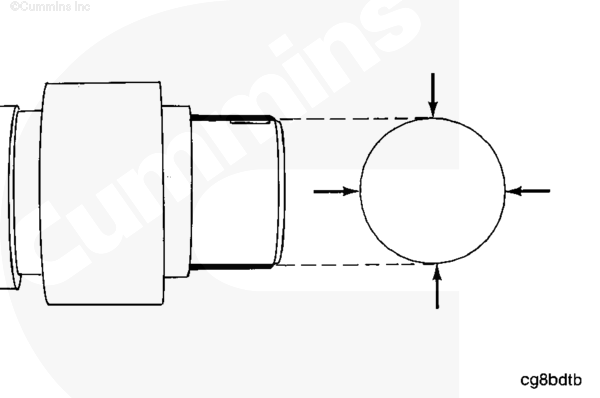
拆下凸轮轴齿轮,测量凸轮轴轴端(1)外径、止推板(2)厚度和齿轮(3)的图示尺寸。参考第 1 节中的步骤 001-013。
安装
将凸轮轴齿轮安装到凸轮轴上。参考第 1 节中的步骤 001-013。
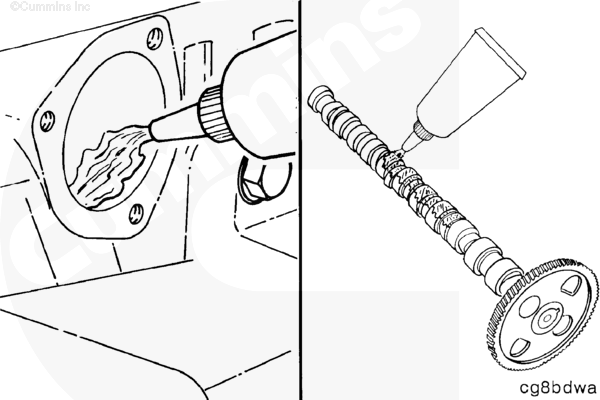
使用 Lubriplate™ 105 或等同物涂敷凸轮轴衬套和凸轮轴。
如下安装凸轮轴安装导向装置(零件号 3376388):
- 安装扩张器 (1),零件号为 3376923,
- 沿顺时针方向将螺钉拧入扩张器,扩张膨胀塞。
- 在扩张器上安装心轴套筒 (2)。
- 将定位导向加长杆(3)安装到扩张器上。
慢慢地转动凸轮轴,将其装入缸体中。
为防止凸轴安装导向装置与 7 号凸轮轴衬套产生干涉,必须拆解安装导向装置,以免与压铸飞轮壳顶部的凸缘发生干涉。
拆下凸轮轴导向装置。
转动凸轮轴,对准凸轮轴齿轮上的孔与缸体上的止推板螺钉孔。
对准止推板上的螺钉孔与缸体上的螺钉孔。
安装螺钉。
安装凸轮轴后盖板时使用新的密封垫。
拧紧 3 个螺钉。
测量凸轮轴轴向间隙。
| 凸轮轴轴向间隙 | ||
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.33 | 最大 | 0.013 |
不要让凸轮轴凸轮上的凸轮轴随动件臂跌落。
仔细将凸轮轴随动件降至凸轮轴上。
最后步骤
- 安装凸轮轴惰轮。参考第 1 节中的步骤 001-036。
- 检查发动机正时。参考第 6 节中的步骤 006-025。
- 安装齿轮室盖。参考第 1 节中的步骤 001-031。
- 安装推管和推杆。参考第 4 节中的步骤 004-014。
- 调整气门和喷油器。参考第 3 节中的步骤 003-004。
- 安装发动机制动器(如果配备)。参考第 20 节中的步骤 020-024。
- 安装摇臂室盖。参考第 3 节中的步骤 003-011。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
准备步骤
- 拆下齿轮室盖。参考第 1 节中的步骤 001-031。
- 拆下缸盖。参考第 2 节中的步骤 002-004。
- 拆下凸轮随动件。参考第 4 节中的步骤 004-001。
- 拆下凸轮轴。参考第 1 节中的步骤 001-008。
拆卸
使用凸轮轴衬套驱动器(零件号 3376637 和零件号 3376636),或液压凸轮衬套工具(零件号 3823642 )和液压执行器组件(零件号 3823621)拆下凸轮轴衬套。
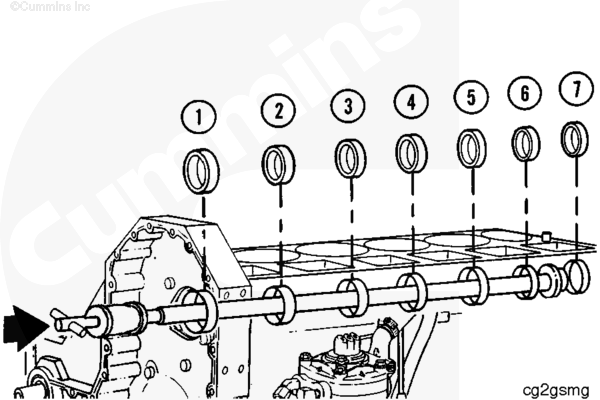
首先拆下 1 号衬套。

按从前到后的顺序拆下剩余的 6 个衬套。
清洁和检查能否继续使用
使用 Scotch-Brite® 7448(零件号 3823258)或等同物去除毛刺并清洁衬套孔。
测量缸体凸轮轴孔内径。
| 缸体凸轮轴孔内径 | ||
| mm | in | |
| 76.987 | 最小 | 3.0310 |
| 77.040 | 最大 | 3.0331 |
安装
从 7 号衬套开始,按从后到前的顺序安装凸轮轴衬套。
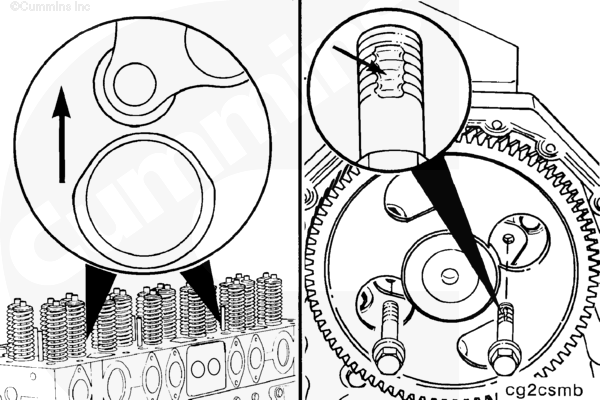
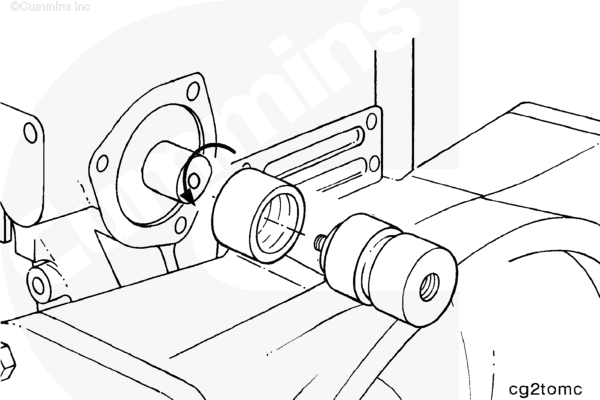
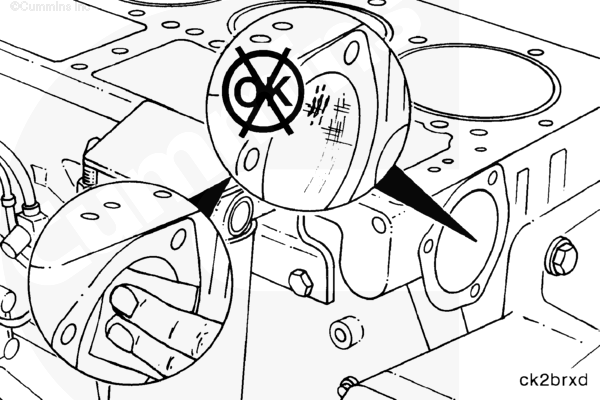
注 : 从发动机的前面观察时,衬套中的机油孔 (1) 必须处在 3 点钟的位置。
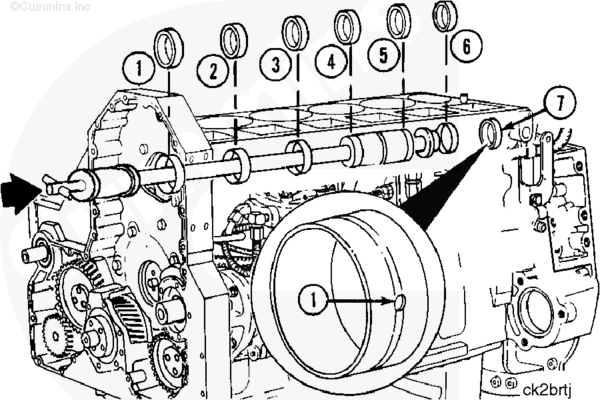
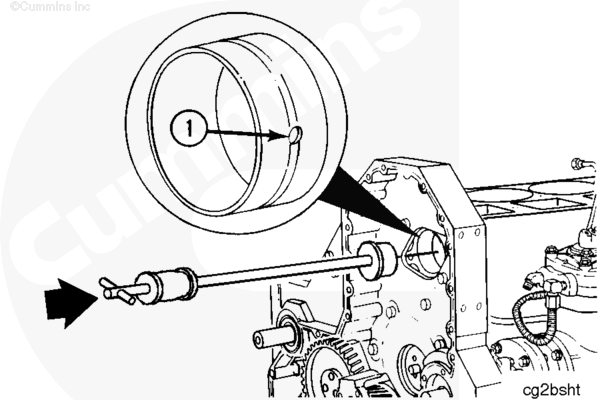
该步骤用于安装 7 号衬套。
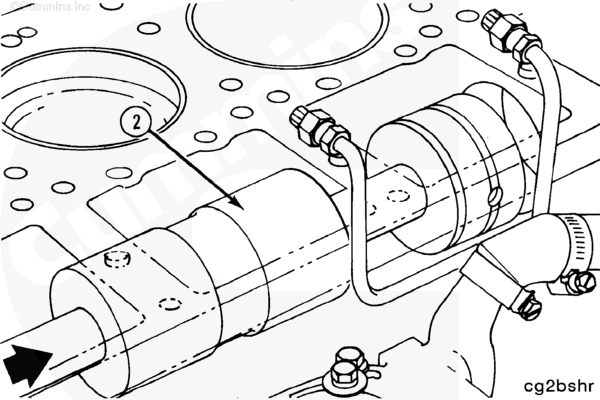
在 6 号和 5 号孔之间安装导向 (2)(零件号 3376069)。
将新衬套 (3) 安装在驱动器(零件号 3376070)上,当从发动机的前面观察时,机油孔 (4) 处在 3 点钟的位置。
将衬套安装进孔中。

CAUTION
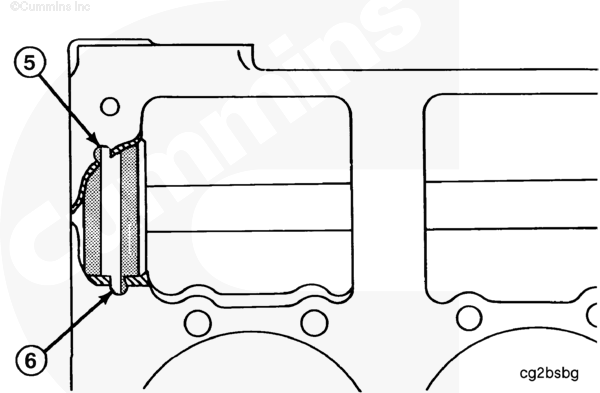
衬套机油槽必须在两个缸体油道(5 和 6)中可以看到,以防损坏发动机。机油油道并没有彼此对正。
安装上该衬套后,利用缸体上的两个机油油道检查衬套机油槽的对正情况。
该步骤用于安装 6 号至 2 号衬套。
使用相同的步骤安装 6 号至 2 号衬套。
将导向 (2) 安装在正确的位置。
将衬套安装在驱动器上,当从发动机的前面观察时,机油孔处在 3 点钟的位置。
推入衬套。
CAUTION
机油槽必须能够从凸轮随动件双头螺柱孔 (7) 看到。如果机油槽没有对正,会造成发动机损坏。
拆下凸轮随动件双头螺柱。参考第 4 节中的步骤 004-001。
检查凸轮轴衬套机油槽的位置。
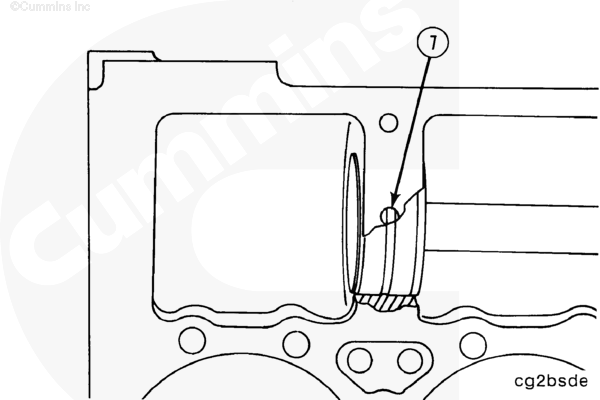
该步骤用于安装 1 号衬套。
将新的衬套安装在驱动器(零件号 3376070)上,当从发动机前面观察时,机油孔 (1) 处在 3 点钟的位置。
注 : 安装这个衬套没有使用导向。
将衬套安装进孔中。
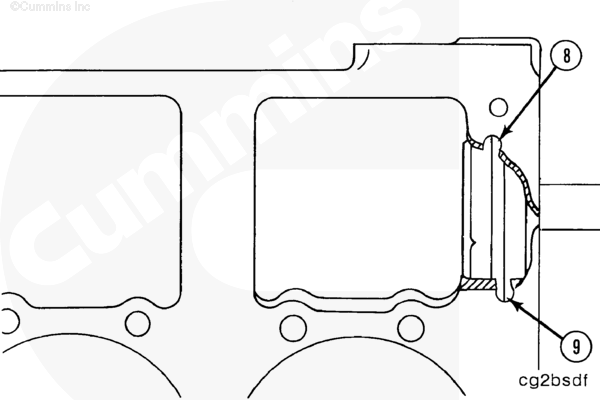
CAUTION
衬套机油槽必须从两个缸体油道(8 和 9)可以看到,以防发动机损坏。缸体机油油道并没有彼此对正。
测量安装的凸轮轴衬套内径。
| 安装的凸轮轴衬套内径 | ||
| mm | in | |
| 72.078 | 最小 | 2.8377 |
| 72.142 | 最大 | 2.8402 |

最后步骤
- 安装凸轮轴。参考第 1 节中的步骤 001-008。
- 安装凸轮随动件双头螺柱和凸轮随动件。参考第 4 节中的步骤 004-001。
- 安装缸盖。参考第 2 节中的步骤 002-004。
- 安装齿轮室盖。参考第 1 节中的步骤 001-031。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
准备步骤
- 拆下齿轮室盖。参考第 1 节中的步骤 001-031。
- 拆下凸轮轴惰轮。参考第 1 节中的步骤 001-036。
拆卸
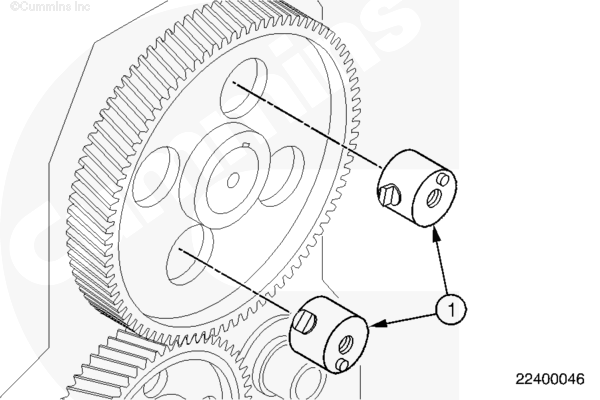
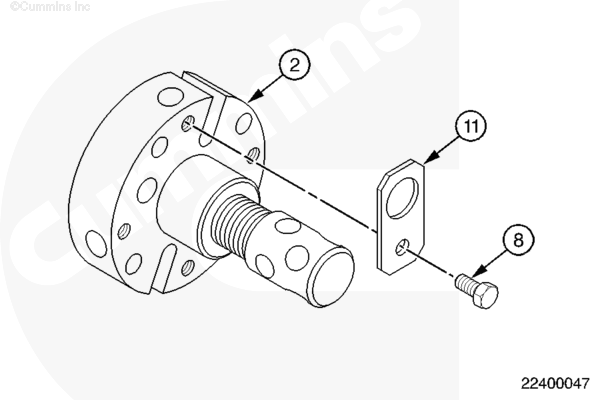
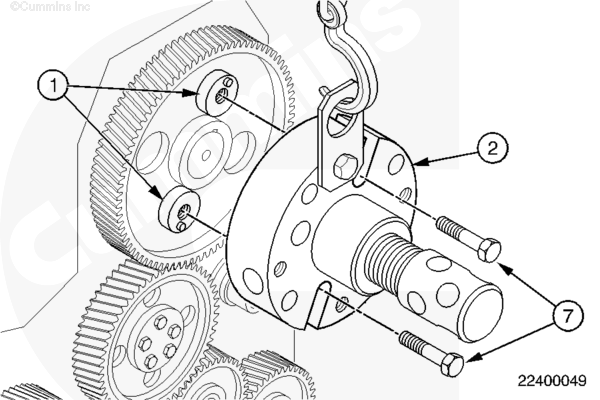
在凸轮轴齿轮两个相对的减重孔中安装两个拉拔器适配器总成(1)。
使用一个螺钉(8)将提升板(11)安装到固定板(2)上。牢固拧紧螺钉。
将提升设备连接到提升板(11)。
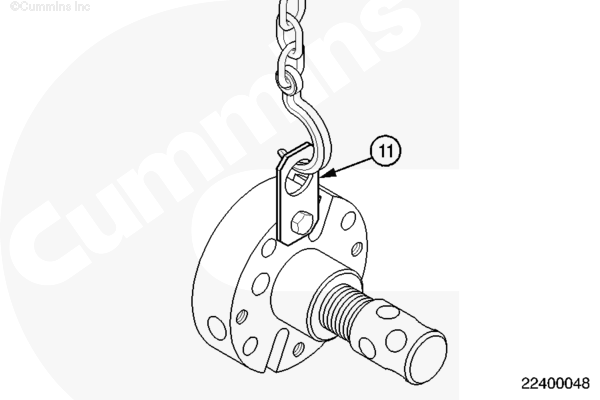
WARNING
拉拔器总成较重。使用提升设备将其固定到凸轮轴齿轮上。
确保压紧螺钉导向器与凸轮轴中心接合,并且拉拔器适配器总成螺钉正确装入固定板总成中。
使用提升设备,使固定板(2)紧靠凸轮轴齿轮,并将两个螺钉(7)穿过固定板(2)装入拉拔器适配器(1)。
牢固拧紧螺钉。
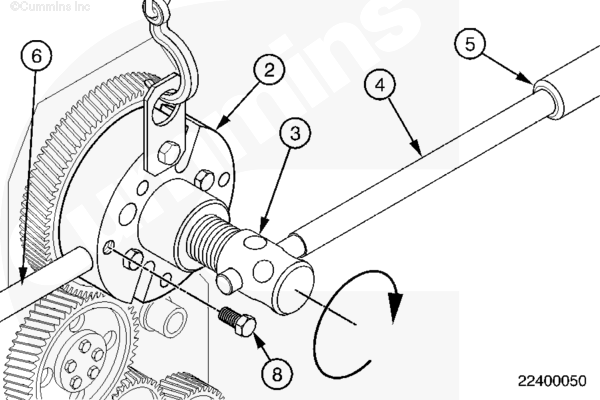
WARNING
凸轮轴齿轮和拉拔器总成松动时可能会坠落,并造成严重的人身伤害。
不得使用任何种类的冲击扳手,请使用拉拔器总成。拉拔器总成上的螺纹可能会磨损和卡住。
使用杠杆臂(4)、加长杆(5)和反转矩杆(6)沿顺时针方向转动压紧螺钉(3),从凸轮轴上拆下凸轮轴齿轮。
检查能否继续使用
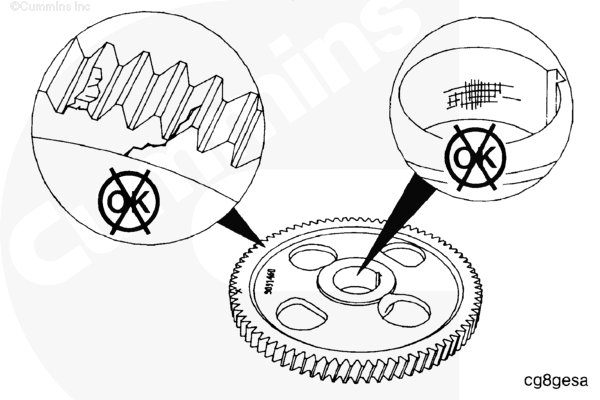
检查凸轮轴齿轮有无裂纹以及碎裂或断裂的齿牙。
检查齿轮孔有无磨损或毛刺。
使用 Scotch-Brite™ 7448(零件号 3823258)、细镗磨油石或等同工具清除所有毛刺。
如果无法清除磨蚀、毛刺或突起的材料,更换齿轮。
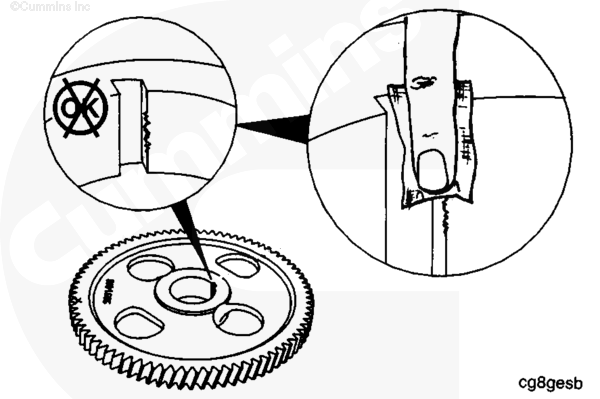
检查齿轮键槽有无毛刺。
使用 Scotch-Brite™ 7448(零件号 3823258)和细镗磨油石或等同工具清除毛刺。
如果键槽损坏或无法清除毛刺,必须更换齿轮。
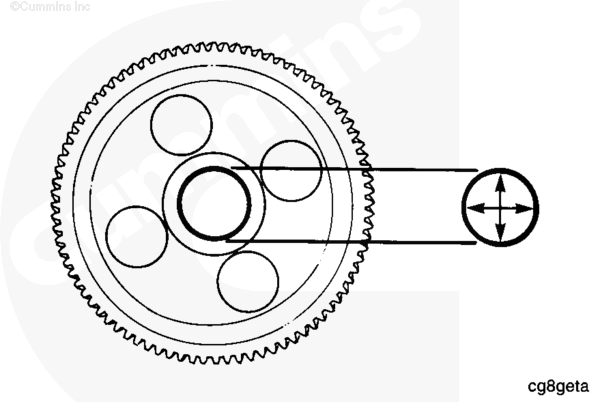
测量凸轮轴齿轮孔的内径。
| 凸轮轴齿轮孔内径 | ||
| mm | in | |
| 46.912 | 最小 | 1.8469 |
| 46.938 | 最大 | 1.8479 |
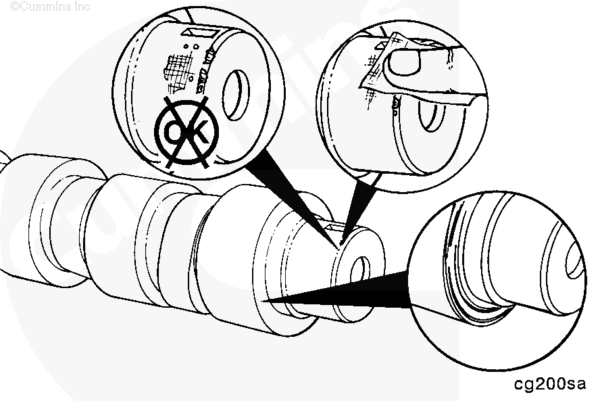
检查凸轮轴轴端有无磨损或毛刺。
使用 Scotch-Brite™ 7448(零件号 3823258)、细镗磨油石或等同工具清除所有毛刺。
如果无法清除磨损或毛刺,更换凸轮轴。
检查凸轮轴的止推面有无凹槽或严重磨损。
测量凸轮轴齿轮轴颈的外径。
| 凸轮轴齿轮轴颈外径 | ||
| mm | in | |
| 46.987 | 最小 | 1.8499 |
| 47.013 | 最大 | 1.8509 |
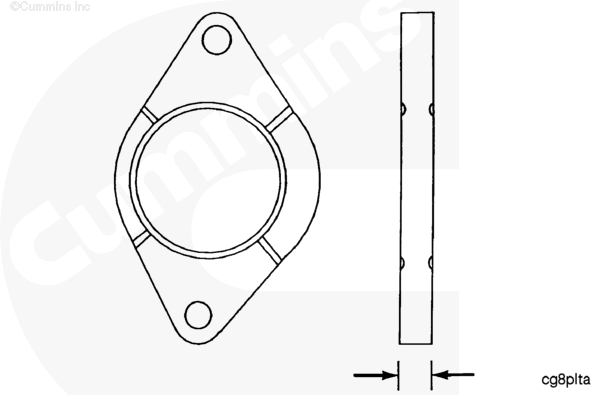
测量凸轮轴止推板的厚度。
| 凸轮轴止推板厚度 | ||
| mm | in | |
| 8.96 | 最小 | 0.353 |
| 9.04 | 最大 | 0.356 |
安装
将止推板安装在凸轮轴上。
安装螺钉并拧紧。
齿轮室间隙使得键更难安装。安装键时应小心。
确保齿轮安装表面清洁,没有机油、污垢或碎屑。
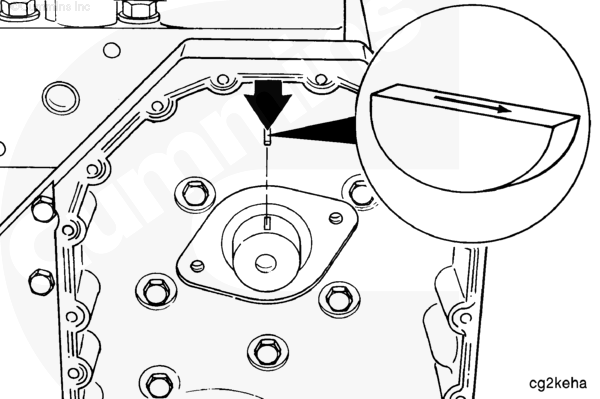
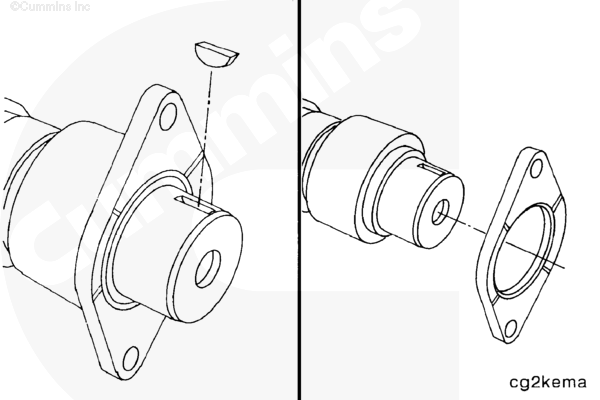
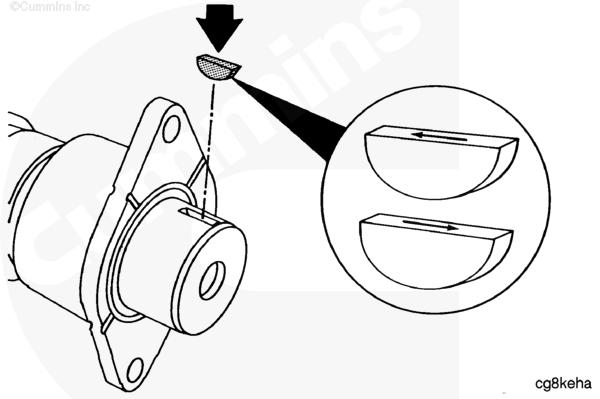
如果再次使用凸轮轴齿轮,应该使用与拆下的键具有相同零件号的键。确保键上的箭头与拆卸时的方向相同。
请使用橡胶锤安装凸轮轴齿轮键。
可能需要拆下凸轮轴后盖板并在凸轮轴的末端施加压力,使得在安装齿轮时凸轮轴保持在靠前的位置。参考第 1 节中的步骤 001-008。
在恒温箱中加热齿轮至少 1 小时,但不得超过 6 小时。
| 测量 | ||
| celsius | fahrenheit | |
| 温度: | 235 | 450 |

WARNING
处理加热的零件时,使用隔热手套(零件号为3823730)和/或夹钳(零件号为3823732)。炽热的零件可能会造成严重的人身伤害。
CAUTION
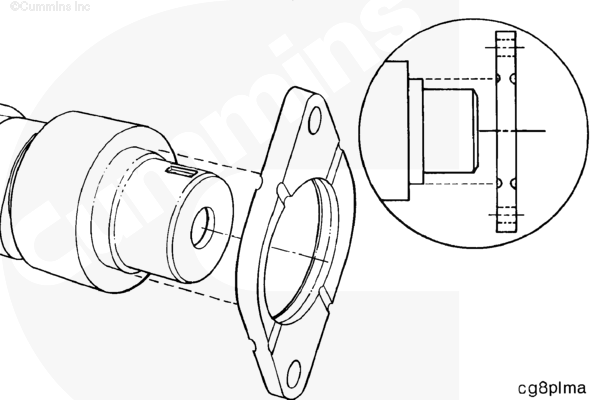
安装齿轮时,正时标记和齿轮零件号必须背向凸轮轴,以防发动机损坏。
安装凸轮轴齿轮之前,在凸轮轴鼻端涂敷 Lubriplate™ 105 或等同物。
从烘箱中取出齿轮。从恒温箱中取出后,要在30秒内将齿轮安装到凸轮轴上。
将齿轮上的键槽与凸轮轴上的键对齐,将齿轮安装到凸轮轴上。

在齿轮室和凸轮轴齿轮周围安装一个C形钳,将齿轮固定到位直到齿轮冷却。
在齿轮冷却至室温后(大约10分钟),拆下C形钳。

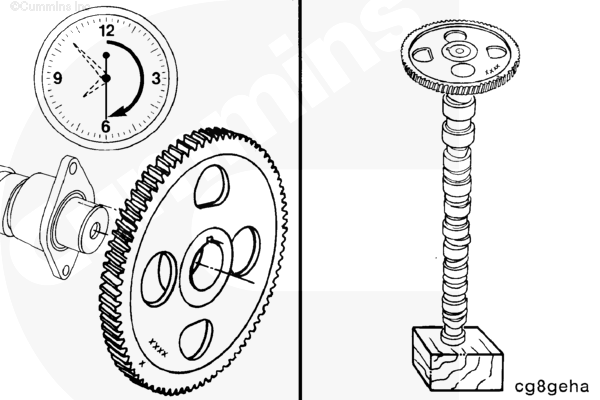
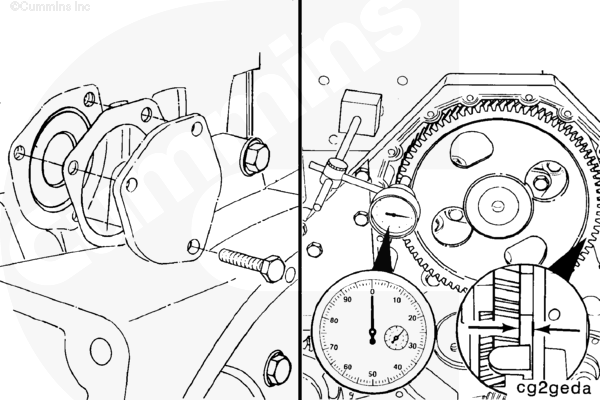
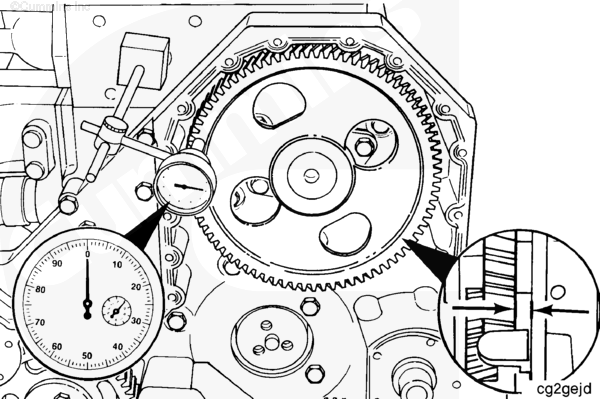
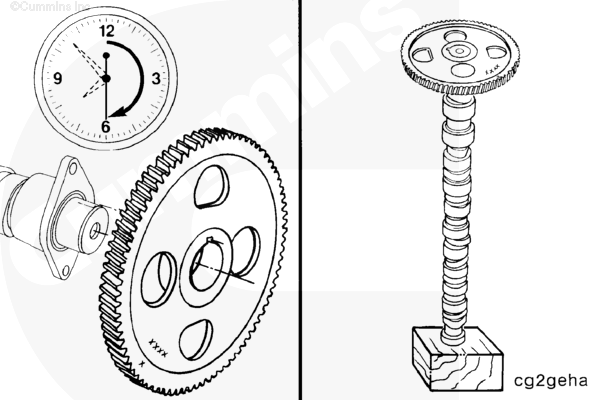
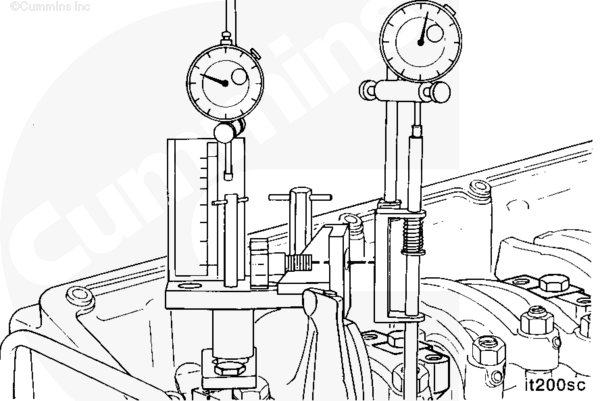
使用千分表检查齿轮轴向间隙。
向后推动凸轮轴并将千分表置零。
拉出齿轮并测量轴向间隙。
| 凸轮轴齿轮轴向间隙 | ||
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.41 | 最大 | 0.016 |
最后步骤
CAUTION
如果不检查发动机正时,可能导致发动机严重损坏。
- 安装凸轮轴惰轮。参考第 1 节中的步骤 001-036。
- 检查发动机正时。参考第 6 节中的步骤 006-025。
- 安装齿轮室盖。参考第 1 节中的步骤 001-031。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
拆卸
CAUTION
当将凸轮轴齿轮从凸轮轴上压下来时,将凸轮轴齿轮支撑在中央轮毂上。不这样做会导致齿轮损坏。
拆下凸轮轴。参考步骤 001-008。
使用液压机安装凸轮轴和齿轮总成。
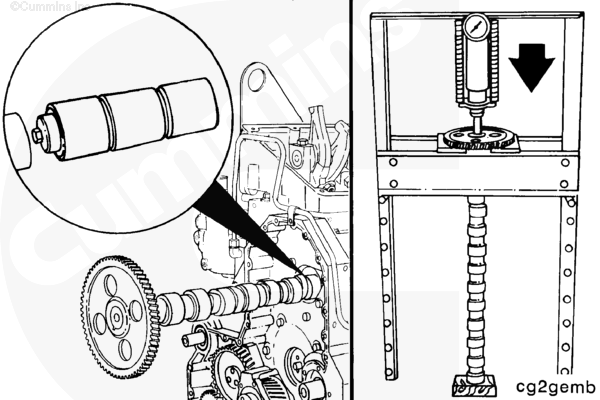
将凸轮轴从齿轮上压下。
注 : 如果凸轮轴键上标有箭头,记录箭头的指向。
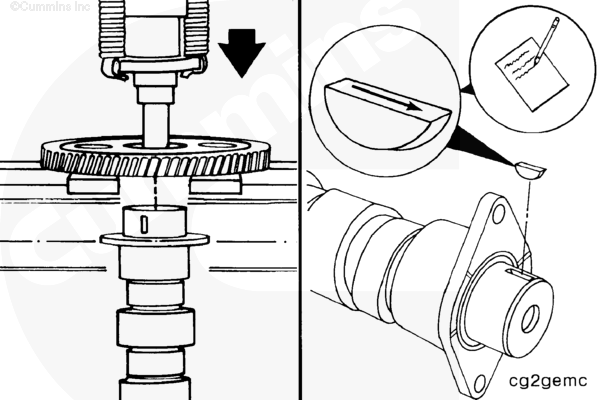
拆下凸轮轴键子。
拆下止推板。
安装
附表列出了不同的凸轮轴键零件号、偏移量的度数以及相应的喷油器正时相对标称的改动。

将止推板安装在凸轮轴上。
确保齿轮安装表面清洁,没有机油、污垢或碎屑。
请使用橡胶锤安装凸轮轴齿轮键。
注 : 如果再次使用凸轮轴和齿轮,应该使用与拆下的键具有相同零件号的键。确保键上的箭头与拆卸时的方向相同。如果使用了不同的凸轮轴和齿轮,安装直键。
WARNING
处理加热的零件时,使用隔热手套(零件号为3823730)和/或夹钳(零件号为3823732)。炽热的零件可能会造成严重的人身伤害。
在烘箱中加热齿轮至少 1 小时,但不要超过 6 小时。
| 测量 | ||
| celsius | fahrenheit | |
| 温度 | 235 | 450 |
安装凸轮轴齿轮之前,在凸轮轴轴端涂敷 Lubriplate™ 105 或等同物。
CAUTION
安装齿轮时,正时标记和齿轮零件号必须背向凸轮轴,以防发动机损坏。
齿轮从恒温箱中取出后,必须在 30 秒钟内安装。
从烘箱中取出齿轮。将齿轮上的键槽与凸轮轴上的键对正,将齿轮安装到凸轮轴上。
使凸轮轴齿轮保持竖直向上的位置,直到齿轮冷却。
测量齿轮毂与止推板之间的间隙。
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.33 | 最大 | 0.013 |
安装凸轮轴。参考步骤 001-008。
安装凸轮轴惰轮。参考步骤 001-036。
CAUTION
如果不检查发动机正时,可能导致发动机严重损坏。
检查发动机正时。参考步骤 006-025。
安装齿轮室盖。参考步骤 001-031。
运转发动机,使之达到正常工作温度,检查有无泄漏。