康明斯QSK95 CM2350柴油发动机、柴油发电机组维修手册之发动机的缸套封拆卸安装与标准的维修技术参数
分解图

LARGE
缸套分解图
|
- 上部缸套密封件
- 上压配合缸套法兰直径
- 顶部活塞环回转区域
- 中止式法兰
- 缸套密封圈
- 下部缸套密封件
选择维修工具
推荐的 Cummins® 维修工具
- 内径千分表套件,零件号 3376619
- Scotch-Brite™ 7448(零件号 3823258)或等同物
其他维修物品
- 高品质非金属刷
概述
缸套是中止式设计,密封圈位于中止式法兰处。上部衬套法兰周围有一个压配合区域。两个下部缸套密封件是相同的。
缸套重约 27 kg [59 lb],将需要专用的起重设备。
清洁并检查能否继续使用
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
CAUTION
除非另有规定,否则请勿使用任何磨料清洁缸套孔。研磨剂会损坏加工面和纹理并污染缸套。
清洁上部缸套法兰座区域。使用溶剂和高品质非金属刷。用压缩空气吹干。
如果需要,清洁缸套法兰座合区域和缸套法兰下间接压配合。使用核桃壳或塑料珠。
清除缸套外部区域的残留水垢和锈蚀。使用细研磨垫,如 Scotch-Brite™ 7448,零件号 3823258 或等同产品。

WARNING
使用蒸汽清洗器或高压水时,应戴上安全眼镜或防护面罩,穿上防护服,以免造******身伤害。
清洁缸套。使用溶剂或蒸汽。用压缩空气吹干。
在缸套孔中涂一厚层干净的 15W-40 发动机机油作为最后清洁。让机油留在表面 5 到 10 分钟。
擦掉缸套内的机油,直到黑色和灰色沉淀去除为止。使用干净、不起毛的纸巾。
注 : 检查缸体沉孔。参考第 1 节中的步骤 001-027。

检查缸套内、外侧有无裂纹。
如果出现以下情况,更换缸套:
- 裂纹
- 其他损坏
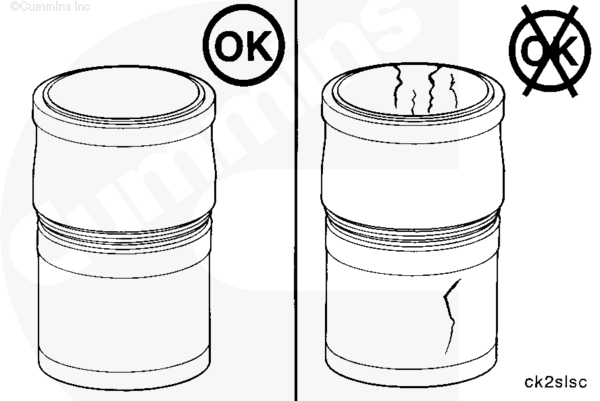
检查缸套法兰下有无裂纹。使用磁性检查法或染色法同样可以探测到裂纹。
检查耐磨环沉孔。使用磁性检查法或染色法同样可以探测到裂纹。
如果出现以下情况,更换缸套:
- 裂纹
- 其他损坏

检查缸套的顶面。
如果出现以下情况,更换缸套:
- 裂纹
- 凹痕
- 划痕

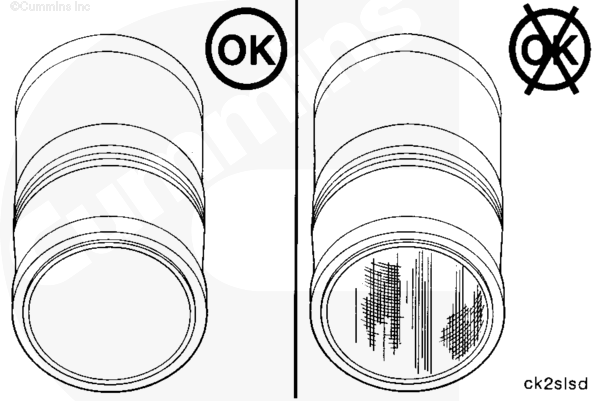
检查缸套内部有无指甲可以感觉得到的垂直深擦痕。
检查内圈是否有通过缸套孔中的暗点指示的擦伤或划痕。
如果出现以下情况,更换缸套:
- 划痕
- 磨损
- 刮伤
检查缸套内部缸套孔磨光情况。参阅下面的中度和重度抛光的定义,以确定缸套是否可以继续使用。
适度抛光 (A) 在磨损区产生明亮的镜面,并带有原来的磨痕或显示腐蚀图形。
重度抛光(B)在磨损区产生明亮的镜面,但没有原来的磨痕或腐蚀图形。
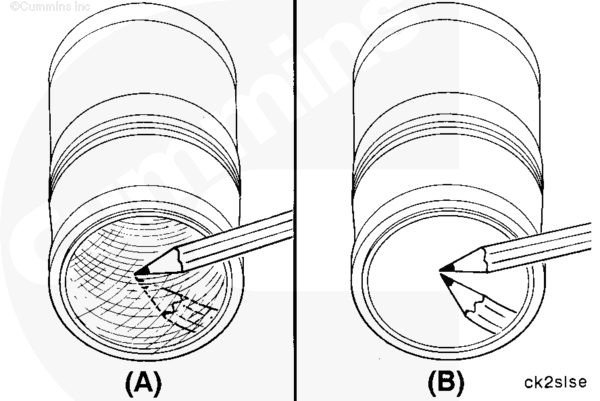
如出现以下情况,应更换缸套:
- 重度抛光部分超过活塞环行程区域的 20%。
- 30% 的活塞环行程区域有中度和重度磨光,且其中一半 (15%) 为重度磨光。
参考《零件继续使用指南》(公告号 3810303)以了解有关缸套孔磨光的更多信息。

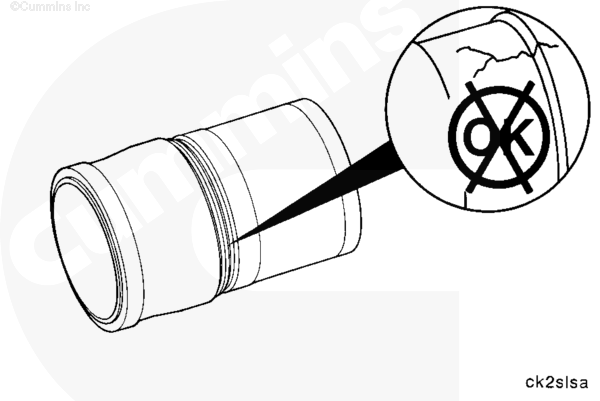
如果缸套有物料转移迹象,则不可继续使用。更换缸套。
检查上部压装缸套法兰的外径是否磨损。
磨损程度可通过消失的加工标记或光滑的抛光区域来目视检测。
加工标记磨损极限是 12.7 mm [0.5 in]。

检查缸套外部有无过度腐蚀或穴蚀。
尝试清除所有腐蚀。使用细砂布。
测量点蚀的深度。
| 缸套穴蚀深度 | ||
| mm | in | |
| 2.0 | 最大 | 0.079 |
如果穴蚀深度超过规格或腐蚀无法清除,更换缸套。
测量
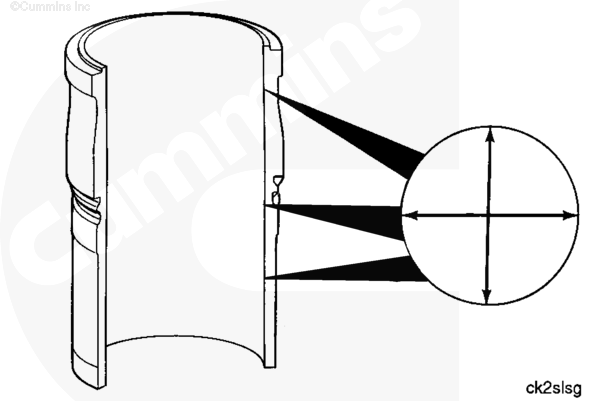
在顶环回转区域、活塞环行程区域的中间和底部处测量缸套内径。使用内径千分表组件(零件号 3376619)或等同物每个位置测量两次。测量必须相隔 90 度,并在温度为 21°C [70°F] 的情况下进行。
| 缸套-内径 | ||
| mm | in | |
| 190.000 | 最小 | 7.4803 |
| 190.046 | 最大 | 7.4821 |
任何位置的测量差异必须小于 0.064 mm [0.0025 in]。
如果缸套不在规格范围内,更换缸套。
测量上压配缸套法兰的外径。在温度为 21°C [70°F] 的情况下在相隔 90 度处进行两次测量。
| 上压配合缸套法兰-直径 | ||
| mm | in | |
| 230.975 | 最小 | 9.0935 |
| 231.025 | 最大 | 9.0955 |
如果缸套不在规格范围内,更换缸套。