康明斯QSK95 CM2350柴油发动机、柴油发电机组维修手册之发动机连杆轴承的拆卸安装与技术参数规格的测量标准
分解图

LARGE
轴承、连杆分解图
|
- 螺钉(4)
- 连杆盖
- 连杆下轴瓦
- 连杆
- 连杆上轴瓦
选择维修工具
推荐的 Cummins® 维修工具
- 连杆支架(零件号 5299635)
- Lubriplate™ 105(零件号 3163086)
其他维修物品
- 适用于收集机油的容器 - 大约 625 升 [165 加仑]
概述
连杆轴承使用了两种材料。下部连杆轴承是三层金属轴承合金,上部连杆轴承是合成金属。合成轴承颜色较深。拆下时轴承出现黑色是正常情况。
早期发动机是用深灰色的连杆螺栓制造的,螺栓头中没有锻造有螺栓零件号。新螺栓是绿色的,螺栓头部锻造有螺栓零件号。安装连杆盖时必须使用绿色的新螺栓。
连杆轴承可以通过缸体上的检修孔进行维修。可直接通过与要维修连杆对面的检修孔获得最简单的通道。
本步骤中处理的所有部件的重量均小于 23 kg [50 lb]。
准备步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
美国的一些州和联邦机构已经认定使用过的机油有致癌作用,而且能造成生殖疾病。应避免吸入机油蒸汽、误吞以及长时间接触用过的机油。如果不继续使用,要根据当地环保法规进行处理
- 断开蓄电池和电源。参考设备制造商维修信息。
- 从空气起动马达上断开供气管(如果配备)。参考第 12 节中的步骤 012-022。
- 根据需要拆下部件,以拆下与要维修连杆对面的检修孔盖。请参阅本手册中的适当程序。
- 直接拆下要维修连杆对面的检修孔盖。参考第 1 节中的步骤 001-035
拆卸
使用发动机盘车装置转动曲轴,以将连杆定位在下止点位置,使松开连杆螺栓的空间最大。
松开螺栓,直到连杆盖和螺栓头的间隙为 6 mm [0.25 in]。
使用锤子敲击连杆盖螺栓,直到连杆盖和连杆分离。
拆下螺栓和盖。
使用锥子在连杆盖的内侧标记缸号和气缸排位置。

CAUTION
如果轴瓦掉落,更换轴承,否则可能会导致发动机损坏。
在轴承定位舌平坦表面下部标记缸号、气缸排位置和字母“L”。使用锥子。
拆卸连杆下轴承。

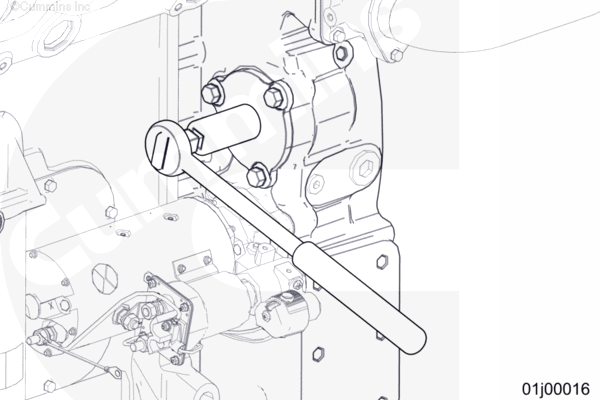
如图所示,在连杆螺栓孔内安装连杆支架(零件号 5299635)。
将连杆支撑底座吊在缸体检修孔上方。
转动连杆支架上的螺丝扣。
充分向上推动连杆,以便拆下上轴瓦。
将连杆支架留在原地,直到重新安装轴承。

拆下轴瓦。
在轴承定位舌平面上标记出汽缸号和字母“U”(上)。使用锥子。

清洁并检查能否继续使用
WARNING
当使用溶剂、酸或碱***材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
CAUTION
如果轴瓦掉落,更换轴承,否则可能会导致发动机损坏。
使用溶剂清洗轴承。用压缩空气吹干。

注 : 与三层金属轴承合金相比,合成轴承会显得较暗。
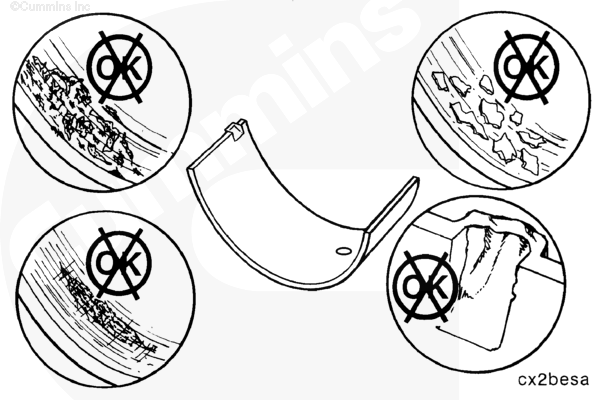
检查轴瓦的正面和背面。
如果出现以下情况,更换轴承:
- 划痕
- 裂纹
- 划痕(深到用指甲就可以感觉到)
- 刮擦
- 凹槽
- 嵌入的微粒
- 磨蚀
- 穴蚀
- 剥落
- 腐蚀
- 损坏的定位舌
- 其他损坏
如果发现损坏,拆下并检查其余连杆轴承。
检查给曲轴轴颈供应机油的主轴承,查看有无损坏的连杆轴承。使用以下步骤了解润滑系统流程图。参考第 F 节中的步骤 200-002。
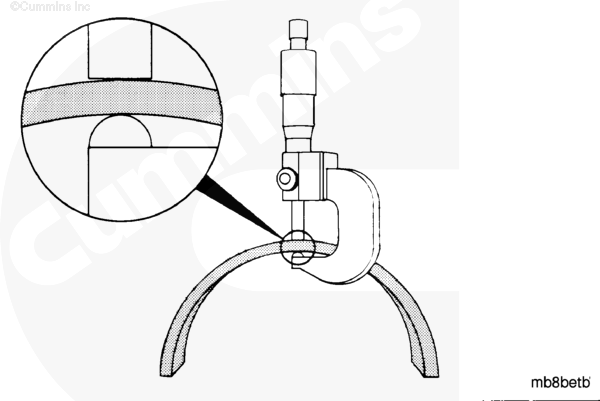
使用球端千分尺测量轴承磨损区域的厚度。
下表所示为各种类型连杆轴承的允许尺寸。
| 连杆轴承厚度 | ||
| 最小 | 最大 | |
| 标准 | 4.392 mm [0.173 in] | 4.433 mm [0.174 in] |
| 加大尺寸 | 4.642 mm [0.183 in] | 4.683 mm [0.184 in] |
如果轴承不符合技术规范,必须加以更换。
安装
使用清洁、不起毛的毛巾或抹布清洁连杆孔、连杆盖和曲轴连杆轴颈。
检查曲轴轴颈是否损坏。如果发现损坏,修理或更换曲轴。参考第 1 节中的步骤 001-016。

CAUTION
为了避免对发动机造成的损坏,不要润滑轴瓦的背面。
CAUTION
如果轴瓦掉落,更换轴承,否则可能会导致发动机损坏。
注 : 旧轴承必须安装到原来拆卸时的位置。
使用 Lubriplate ™ 105(零件号 3163086)润滑轴瓦的曲轴侧。
注 : 仍应安装连杆支撑工具。如果不是,请参阅本步骤中的拆卸部分。
轴承定位舌在连杆的插槽内时,在连杆中安装上轴瓦。
拆下连杆支架。

将下轴瓦装入连杆盖。确保轴瓦的定位舌进入连杆盖的凹槽内,并且轴承端部与连杆盖表面齐平。
使用 Lubriplate ™ 105(零件号 3163086)润滑轴瓦。

如图所示,确认新连杆螺栓是绿色的,并将零件号铸造在螺栓头部。
润滑连杆螺栓螺纹和新螺栓的头部法兰下面。使用清洁的 85W-140 机油。

CAUTION
连杆和连杆盖不能互换。连杆和连杆盖是作为一个总成进行机加工的。连杆和连杆盖标有匹配零件和序列号。这些标记位于同一侧,可用于确定正确的连杆盖与连杆的相对方向。如果这些零件产生混淆,就会导致故障。
CAUTION
连杆盖上带有气缸号标记的这一侧(轴瓦定位舌侧)必须位于发动机内侧。如果零件安装不正确,将会导致故障。
安装连杆盖。
拧紧连杆螺栓。参考第 1 节中的步骤 001-045。

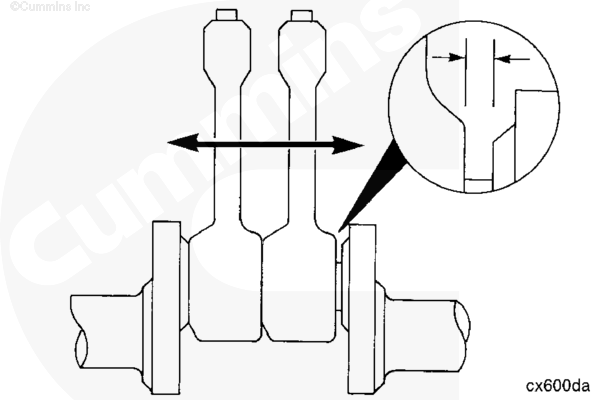
检查连杆与曲轴间的侧隙。尽量移动连杆,使其移向曲柄板。用塞尺测量侧隙。参考第 1 节中的步骤 001-045。
两根连杆必须能够横向移动自如。
最后步骤WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
- 安装检修孔盖。参考第 1 节中的步骤 001-035。
- 安装拆下以便检修的部件。请参阅本手册中的适当程序。
- 将供气管连接到空气起动马达上(如果配备)。参考第 12 节中的步骤 012-022。
- 连接蓄电池和电源。参考设备制造商维修信息。
- 运转发动机。检查有无泄漏。