检查康明斯燃烧面有无任何局部倾斜或缺陷气门泄漏真空测试的方法
检查燃烧面有无任何局部倾斜或缺陷
如果超出技术规范,确定缸体是否可以重修表面,或者是否必须更换缸体。参考第 1 节中的步骤 001-026。 
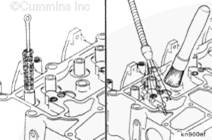
真空测试
如果怀疑气门泄漏或者缸盖最近经过大修,使用气门真空测试仪(零件号 3824277)和杯子(零件号 ST-1257-6)对气门座和气门进行真空测试。真空度在五 (5) 秒钟内不得下降超过 25.4 mm Hg [1.0 in Hg]。
注: 如果真空测试仪不可用,在拆下气门后,使用铅笔或 Dykem® 笔在气门表面画一条横线。将气门安装在气门导管中。将气门压在气门座上,左右旋转气门三到四次。与气门座正确接触将破坏气门面的标记。

如果超出技术规范,解体缸盖并检查气门和/或气门座是否损坏。如有必要,进行维修:
清洁气门/气门座,并研磨气门
更换损坏的气门/气门座(如果可用)
更换缸盖。

解体
标记气门以便于判别它们的位置。

使用气门弹簧压缩器维修工具(零件号 4918866)压缩气门弹簧。
将拆装器螺钉 (4) 置于喷油器孔上,然后将螺钉 (5) 装入缸盖内拆卸压紧卡箍螺钉的位置。
拧紧螺钉 (5)。
扭矩值: 5 n.m [44 in-lb]

注: 气门与喷油器孔的间隙不均匀。气门弹簧压缩器板的插槽与气门弹簧对齐很重要。
将防粘结润滑脂涂抹在拆装器螺钉 (4) 螺纹上。始终阅读和遵循下列标签上的预防措施。
将气门弹簧压缩器板 (1) 固定在拆装器螺钉 (4) 上,对齐气门弹簧压缩器板上的插槽与气门弹簧。
将垫圈 (3) 和螺母 (2) 安装在拆装器螺钉 (4) 上。

![]() 警告
警告 ![]()
气门弹簧处于绷紧状态,如果释放则会被抛出。为了防止对眼睛的伤害,应佩带带有侧护罩的护目眼镜。
顺时针旋转螺母,以压缩气门弹簧。
继续顺时针旋转螺母,直到可以使用磁性工具拆下气门锁片,如磁性改锥的端部。
拆卸气门锁片和气门弹簧压缩器维修工具。

拆下气门弹簧座和气门弹簧。

注: 将气门置于与气门锁片、弹簧座和弹簧关联的标有编号的架子上。这将有助于作为匹配的组件来组装部件。
拆卸气门。

注: 在拆卸气门杆油封之前,记录在每个气门位置安装的气门杆油封的类型和颜色。在组装缸盖时,必须安装相同类型和颜色的气门挺杆密封。
“顶帽”式油封
使用的颜色:
绿色(用于排气门)
黄色(用于进气门和排气门)
棕色(用于进气门和排气门)。

用套钳(零件号 3163293)拆下气门杆油封。

注: 在拆卸气门座镶圈前,参考本步骤中的“检查能否继续使用以及清洁和检查能否继续使用”步骤。气门的状况、气门下沉量以及气门与气门座镶圈之间的密封情况都有助于判断是否需要更换气门座镶圈。
如果需要,拆下气门座镶圈。
检测气门镶圈与缸盖接触区域。必须有可以使用拆卸器的足够的槽。
如果有足够的气门镶圈槽区,继续下一步。
如果气门镶圈槽区不足,使用气门座镶圈切削修理包(零件号 3376405)制作足够的槽。

同时使用滑锤拆卸器(零件号 3376617)和气门镶圈拆卸器(零件号 3165170),拆卸气门座。
注: 确保在安装时,气门镶圈拆卸器总成与缸盖垂直。
将气门镶圈拆卸器总成插入气门镶圈,并顺时针旋转 T 形手柄直到拆卸器松弛地夹住气门镶圈。
将气门镶圈拆卸器总成置于气门镶圈区。牢固地拧紧 T 形手柄,允许拆卸器扩张在气门镶圈下或进入切槽。
抵着顶部螺母撞击滑锤拆卸器,直到气门镶圈被卸下。逆时针转动 T 形手柄,从拆卸器释放气门镶圈。

清洁并检查能否继续使用
注: 密封材料和其他任何材料不得进入进气口。
如果拆卸,请清洁缸盖和进气岐管的密封表面。
注: 在配备 EGR 的康明斯F3.8发动机上,缸盖的进气部分通常会堆积烟灰。如果缸盖是在下一次维修时作为零件被拆下的,则没有必要清洁进气管上的烟炱。

使用喷油器孔刷(零件号 3822510)或等同工具清洁喷油器喷座上的积碳。

警告
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
使用毛刷清洁气门导管孔的内径,并用压缩空气吹出杂物。
注: 可以在酸***溶液箱中清洗掉过多的沉积物,但是必须先拆下膨胀塞。参考第 17 节中的步骤 017-002。
如有必要,清洁冷却液通道中的沉积物。

警告
当使用溶剂、酸或碱***材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害
警告
有些溶剂易燃并且具有毒***。使用之前,应阅读制造商的说明书。
用手研磨垫(工具号 3823258)或等同工具以及溶剂清洗缸盖燃烧面。

警告
清洁积碳时戴上护目镜,避免受到伤害。
注意
气门座与钢丝轮接触,在钢丝轮旋转时会对气门座造成损坏。如果是这样,必须对新气门座进行切削或者安装上新的气门座镶圈。
检查直径为 1/8-英寸的测温环内的区域。只要指甲能感觉到 1/8-英寸圆内的任何磨损都是不可接受的,在此缸盖上标记不能继续使用。1/8-英寸圆外的磨损对以后燃烧面的密封性没有影响,也不影响缸盖的继续使用。
注: 使用劣质钢丝轮会在工作时留下钢丝,导致附加污染。
用安装在钻头或模具磨光机上的优质钢丝轮清除气门套上的积碳。

警告
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
如果必须拆下气门座镶圈,使用钢丝刷和溶剂清除气门座镶圈孔中的沉积物。
用压缩空气吹干。

警告
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造*人身伤害。
用热肥皂水溶液清洗缸盖。
用干净的水冲洗缸盖。
用压缩空气吹干缸盖。

缸盖裂纹 - 继续使用指南
缸盖清洁后,再次检查缸盖有无会妨碍继续使用的裂纹、磨蚀和变色。
为了帮助识别缸体中的裂纹,使用裂纹检测组件(零件号 3375432)。
密切注意缸盖的下列区域:
喷油器孔
燃烧面
气门座
气门导杆

如果缸盖上的裂纹从喷油器孔延伸到进气门座,针对这种缸盖的继续使用指导方针如下:
如果裂纹没有延伸到气门座中,可以继续使用缸盖。

如果裂纹延伸至气门座或穿过气门座,必须更换缸盖。
注意
如果不更换缸盖,延伸或穿过气门座孔上的裂纹会导致气门座镶圈掉落。否则会导致康明斯F3.8发动机损坏。

如果仍然安装上,检查气门座有无裂纹或烧蚀点。
如果气门座镶圈损坏,对于有些缸盖可能要更换气门座镶圈。
确认更换的气门座镶圈可用
如果更换的气门座镶圈可用并且需要更换,参考“解体步骤”。
如果没有替换用的气门座镶圈,则必须更换缸盖。

如果按照解体步骤拆下了气门座镶圈,测量缸盖中气门座镶圈孔的内径。

注: 在切削缸盖之前,确认气门座镶圈可用于正在维修的康明斯F3.8发动机。如果没有任何气门座镶圈可用,则必须更换缸盖。
如果超出了技术规范,可将气门座镶圈孔加大 0.254 mm (0.010 in) 和/或 0.508 mm (0.020 in)。
使用气门座镶圈工具组件(零件号 ST257,带气门导管心轴(零件号 3165184))切削缸盖,以适应加大尺寸的气门座镶圈。使用气门座刀具(零件号 3165183 [0.254 mm (0.010 in)] 或 3165184 [0.508 mm (0.020 in)])。

气门导管 - 继续使用指南
检查气门导管有无擦伤或拉伤。
测量气门导管内径 (I.D.)

如果气门导管孔磨损超出规定的最大值,或者如果检测出气门导杆被损坏,必须更换缸盖。

警告
使用钢丝轮清洁气门时,戴上护目罩以避免人身伤害。
使用软钢丝轮清洁气门头。
注: 测量前,将气门置于标有编号的架子上,以免混淆。

告
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
用研磨垫(零件号 3823258)和溶剂磨光气门杆。

气门 - 继续使用指南
检查气门是否有:
缸盖和气门杆过度磨损
气门杆尖部过度磨损
弯曲和扭曲。

检查气门是否损坏以及气门锁片槽是否磨损。
测量气门杆的外径。
每个气门挺杆必须进行 3 次测量,分别在距离气门杆顶部 40 mm [1.57 in]、90 mm [3.54 in] 和 140 mm [5.51 in] 处测量。

如果气门损坏或气门杆磨损到低于最小规定值,必须更换气门。

气门弹簧 - 继续使用指南
检查气门弹簧。
测量气门弹簧。将一把直角尺放在弹簧附近,使用塞尺测量顶部弹簧线圈处的间隙。



使用气门弹簧测试仪(零件号 3375182)压缩气门弹簧。将弹簧压缩至 35.33 mm [1.39 in] 的高度,需要施加的负荷为 320.8 至 358.8 N [72 至 80.7lb]。
注: 如果气门弹簧不在技术规范内,必须使用新的气门弹簧。

检查气门弹簧座或气门锁片有无损坏或磨损区域。
废弃并更换损坏或磨损的零件。

警告
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
警告
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。
注意
不得使用碱性或酸性溶液清洗缸盖螺钉。否则会损坏部件。
使用汽油基溶剂清洗螺钉。
使用钢丝刷、软钢丝轮刷或非研磨喷丸彻底清除杆和螺纹上的沉积物。

缸盖螺钉 - 继续使用指南
目视检查缸盖螺钉有无损坏的螺纹、腐蚀表面或直径减小(由于螺钉被拉长)。
缸盖螺栓出现以下情况时,不能继续使用:
明显的腐蚀或穴蚀面积超过 1 平方厘米 [0.155 平方英寸 ]。
例如:
9.525 x 9.525 mm [3/8 x 3/8 in] 是可以接受的。
不可接受的面积为12.700 x 12.700 mm [½ x ½ in]。
可见的腐蚀或穴蚀深度超过 0.12 mm [0.005 in]。
可见的腐蚀或穴蚀位于倒角或螺纹附近 3.2 mm [1/8 in] 的范围内。
拉长超过最大“自由长度”。参考下面的测量步骤:

自由长度测量
注: 只要螺钉没有损坏,也没有超过规定的“自由长度”,就可以在整个康明斯F3.8发动机使用寿命中继续使用。
使用螺钉长度规(零件号 3164057)检查螺钉自由长度时,将螺钉的头部置于相应的槽中,使螺钉法兰紧靠槽的底部。
注: 大多数新的缸盖密封垫和康明斯F3.8发动机上密封垫都包括螺钉长度规(零件号 3164057)。

如果螺栓的端部接触到测量尺的底部,则该螺栓太长,因而必须废弃。

